

ABM Greiffenberger U.S. Subsidiary
Welcome to ABM DRIVES INC.
ABM News
News & Press
Driving the future: You can read all th e news about ABM in our Press area and meet us personally at our trade fairs.
We drive the World
Choosing a Gearbox Drive and Electric Motor Supplier
When choosing manufacturing partners during a machine build, remember that there are two methods for choosing a gearbox and electric motor supplier.
One is selecting a pre-engineered unit and the other is choosing a gearbox-motor combination and integrating them into the equipment.
Pre-engineered gearmotor solutions are suitable if a design engineer doesn’t have the time or engineering resources to build a gearmotor in-house — or if the
design needs a quick setup. New modular approaches to support OEMs (and enable new machine tools, automation, and design software) now let engineers get
reasonably priced gearmotors even in modest volumes.
It’s true that one benefit to selecting a separate motor and gearbox and then combining them can less expensive than choosing a pre-engineered gearmotor.
Another benefit to this approach is that one may be able to design the most optimized gearmotor for the application at hand … because this approach also gives the
design engineer the most control over the final configuration and cost.
No matter the approach to gearmotor selection, be sure to continually improve the design by comparing predictions of performance with measurements. Then use
the result of the analysis to improve next gearmotor iteration.
Contact:
ABM DRIVES INC.
Mr. Erik Elsasser | President
394 Wards Corner Road · Suite 110
Loveland, OH 45140 | USA
Phone: +1 513 576-1300 Send an email
Fairs & Events
Company News
Expansion of the ABM Drives Inc. Marktredwitz Production Site
>Since 2017, ABM has invested in a multi-million dollar capital construction project to improve two ABM manufacturing locations: Marktredwitz (Upper Franconia) and Lublin (Poland). Despite the current difficult times, the initial investment package for the construction of a new, approximate 7,000 sq. ft. production hall “An der Rößlermühle” (Factory 4). This investment also includes new, automated machining centers with test technologies. The commissioning and the installations are planned for March 2021.
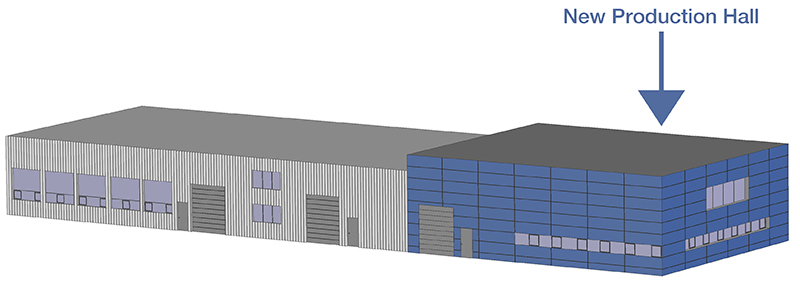
“On the one hand, we strengthen the high vertical integration in our core competencies with this capacity expansion. On the other hand, the automated machining centers guarantee reliable production processes and flexibly enable us to meet the demands of the market and our customers,” says Robert Lackermeier, CEO of ABM Greiffenberger. Special thanks go to the architectural firm Wittmann, construction companies Roth and Sybac, and Marktredwitz mayor, Oliver Weigel and his team. They have been involved in the early phases of planning and strongly supported ABM in this construction project, among other things including their swift issuing of the building permit.
“ABM Greiffenberger stresses the importance of the Marktredwitz location with this hall extension,” emphasizes Dr. Werner Folger, sole shareholder and CEO of the senata group. “ABM is geared for growth and optimally equipped for the future.”
The official groundbreaking that had originally been planned for the October 28, 2020 was cancelled due to the increasing number of Corona cases. Instead, there will be an official opening when the new production hall and the machine park will be finished and can be visited. Persons invited to this event will include County Commissioner Peter Berek, Mayor Oliver Weigel, Martin Schöffel, Member of the Bavarian Landtag, as well as further representatives of the companies Wittmann (architectural office), Roth and Sybac (construction companies) and of the city of Marktredwitz.
Cranes / Hoists
Improved Crane and Hoist Safety With New GH and GHX Lines of Hoist Drive Units and Motors
>ABM DRIVES INC. introduces its latest line of GH and GHX hoist drive units and motors to manage precise and safe lifting of loads ranging from 3.2 to 40.1 tons. These hoist and crane drives deliver safe handling for both the operator and the load by managing precise loads; implementing soft acceleration; integrating smooth, low-wear and dual-surface safety brakes; braking safely without swinging the load; automatically braking during a power loss; and offering aluminum housings with high corrosion resistance.
Additional product highlights include: light weight units for reduced shipping costs and easy mounting; compact designs for small space requirements; increased axle distance for favorable mounting conditions; dynamic speed torque curve for high start and break-down torque; and bearing support of drum integrated into hoist drive gearbox.
ABM DRIVES INC.’s specially designed product program for demanding hoist technology offers a single source for hoist drive units, hoist motors all the way to travel drive units and frequency inverters.
E-Mobility / Material Handling
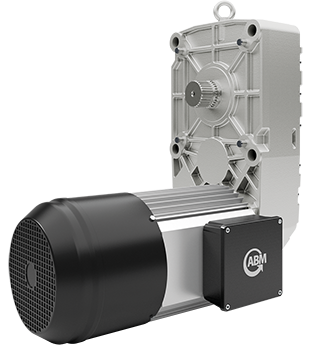
Motors for High Load Peaks and Continuous Performance
>Electric drives in conveyor systems, lifting equipment and forklifts are the motors that drive modern, efficient and reliable intralogistics. ABM Greiffenberger develops and manufactures platform-based systems for stationary and mobile applications. The adaptable drive solutions consist of motors, gearboxes, brakes and controllers and are developed by the specialist in close partnership with customers.
Drives for electric vehicles must meet high expectations: They have to be environmentally friendly, efficient, powerful and inexpensive to maintain. “ABM Greiffenberger already started to transfer its know-how from battery-powered drives to E-mobility before the turn of the millennium and even back then was already able to implement the first projects,’ reports Mayk Krüger, Senior Manager of Material Handling. Users benefit from the full-service provider’s decades of expertise: They receive powerful drives with high efficiencies.
Compared with standard motors, the ABM drives are much more compact – and also extremely robust, durable and maintenance-free in harsh operating conditions. ABM offers a platform concept with manifold options – customers receive cost-optimised, easy-to-integrate system solutions. The drive specialist also adapts the motors to individual customer requirements and applications.
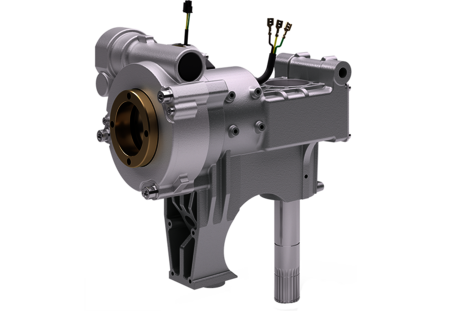
ABM Greiffenberger offers motors for auxiliary units in trucks and buses as well as traction drives for use in a wide variety of electric vehicles. Krüger says: ‘For our AC drives with housings, we have optimised the cooling for longer periods of continuous performance.’ Because the drive is installed on the differential axle at a right angle to the direction of travel, the developers have adapted the ring ribs of the drive appropriately to ensure optimal air cooling. This makes these motors suitable for journeys with high load peaks and high continuous performance. Even in harsh or dirty environments, reliable operation of the on- and off-road vehicles is ensured. Depending on the motor size, peak powers of 20, 50 and 90 kW and torques of 45, 130 and 260 Nm are achieved.
Sensors monitor the motor temperature and record the speed. Speed and torque control is provided via an external AC controller. Upon request, ABM can deliver a parameterised controller as a plug-and-play solution tailored to the application and can also optionally install an electromechanical holding brake. Versions with IP 66 protection rating and UL certification can also be provided.
The drives can be used in all E-mobility applications, including utility vehicles, golf carts and agricultural machinery as well as electric trucks and on- and off-road vehicles. Traction motors for electric vehicles such as baggage tow tractors and airport ground support equipment (GSE) vehicles are additional applications.
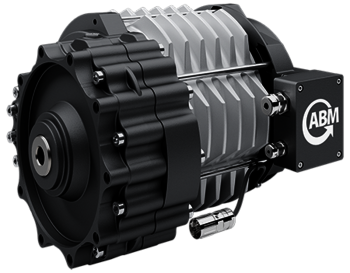
ABM offers a platform concept with multiple options.

ABM housing motors for battery-powered vehicles ensure due to the ring-shaped design of the ribs an optimized heat dissipation.
Compact Platform with the Highest Level of Integration
>Electric drives in conveyor systems, lifting equipment and forklifts are the motors that drive modern, efficient and reliable intralogistics. ABM Greiffenberger develops and manufactures platform-based systems for stationary and mobile applications. The drive solutions consisting of motors, gearboxes, brakes and frequency inverters tailored to specific applications are developed by the specialists at ABM Greiffenberger in close partnership with their customers.
‘Traction, lifting and steering in forklift trucks, for example, require both know-how and the right drive components,’ says Mayk Krüger, Senior Manager of Material Handling at ABM Greiffenberger. ‘Our solutions consistently comply with strict environmental requirements, are particularly safe and enable precise movements even at low speeds thanks to their high responsiveness.’
ABM supplies all drive components, including motors, gearboxes, sensors and inverters, from a single source. And that’s not all: The drive specialist develops and manufactures complete gearbox–motor drive units in-house – this system expertise sets the company apart from the competition. With the modular system, ABM is always able to supply the right solution – irrespective of the vehicle type.
‘Our drives make dynamic movement and precise manoeuvring of industrial trucks possible for users, even in tight spots,’ Krüger says. ‘Also, our solution provides forklift trucks with excellent climbing performance.’ The TDB series can easily be integrated into a given application via plug and play. The two-stage bevel-helical gearbox drive unit offers high performance and low energy consumption. It can be used for both manual and electric industrial trucks. It is characterised by high-power density and outstanding efficiency. Combined with a steering drive and equipped with a fully integrated and reliable sensor monitoring system, it gives the user a fully integrated traction and steering drive solution. ‘Through the vertical design, the small envelope size and the numerous series options, this gearbox drive unit is ideal for a multitude of applications – for example, in reach trucks, tow tractors, automated transport systems and sweeper/scrubbers,’ says Krüger, describing the extensive applications for the drives. Users can work reliably for lengthy periods, even with smaller batteries.
Various steering options
ABM Greiffenberger offers the bevel gearbox drive units for wheel diameters of 230 and 254 mm based on power output, speed and load capacity: Gearbox ratios and motor performances can be tailored precisely to given applications. The compact TDB series offers drive torques of up to 750 Nm. ‘It can be equipped with various steering options,’ says Krüger. The manual steering system, for example, is suitable for direct mounting on the drawbar. The user receives a space-saving, robust and accordingly long-lasting solution. An electric power steering system can be realised with external steering via spur gear. If necessary, ABM can supply a zero position sensor for the steering position as well as an absolute encoder for steering right on the traction gearbox. A third possibility is an integrated electric steering drive. The user profits from redundant steering monitoring, maximum ride comfort and a high level of safety.
For the traction area, ABM offers temperature monitoring via temperature sensor. Speed recording is done via an incremental encoder with up to 64 pulses per revolution. All AC traction motors offer energy recuperation via regenerative braking to save energy. An electromechanical holding brake is integrated for parking and emergency stopping. Krüger says: ‘With this diversity of functionalities and possible combinations, we support both developers of individual applications and OEM project managers of cross-fleet platforms with suitable drives.’
Systems Supplier with high Level of Development Expertise
ABM Greiffenberger scores points both with its extensive know-how and experience in the development of application- and customer-specific drives and with its platform concept, which ensures that customers quickly receive cost-optimised solutions. ‘However, we can also specifically address customer requirements,’ says Krüger. ‘Thus, we are not a standard supplier and offer our customers a measurable added value.’
ABM supplies all products, including motors and gearboxes as well as suitable electronics, from a single source.
As a system supplier, ABM Greiffenberger offers all drive components for forklift truck traction, lifting and steering from a single source.
Manual or electric steering versions are available. A fully integrated drive unit can be supplied and consists of electric steering and redundant steer motion monitoring directly on the drive wheel.

Bevel Gear Drives TDB 230 with integrated electric steering: Highest integration and impressive driving comfort and safety.
Drive Solutions for Mobile Applications in Material Handling
>The electrification trend is just taking off in mobile applications for material handling. Electric drives are dynamic, efficient, powerful and above all reliable. They are thus suitable for forklifts, automated guided vehicles (AGVs) and pallet trucks. ABM Greiffenberger supplies the appropriate motors, gearboxes and electronics developed and manufactured in-house – and adapted to the individual application. This makes the drive specialist from Marktredwitz a valuable partner for customers with diverse intralogistics applications.
Many things are moved in and around a logistics centre – and wherever this happens, drives are required. It starts with employees coming to work in electric buses. Lorries transport goods to the receiving point – drives for auxiliary units such as hydraulic pumps, compressors and fans are needed here. When the lorries drive up to the dock, rolling doors open and close so that the employees can load or unload. By means of pallet trucks, forklifts or AGVs, the goods are moved to pallet and accumulation roller conveyors, which bring them to the high-bay storage area. Ergonomic lift assists are used for goods handling and machines are used for cleaning the production floors. ‘We supply suitable motors, gearboxes, brakes and inverters for all these applications – from a single source,’ says Michael Lühmann, Head of Sales & Marketing at ABM Greiffenberger. ‘This makes us a systems supplier for the entire intralogistics field.’
The drive specialist offers ready-to-install plug-and-play systems available as modules within a platform concept for the mobile sector. ‘We can thus easily combine gear ratio and motor size with brakes and sensors and in this way optimise customer applications. The finished solutions can be integrated into the different vehicle types,’ reports Lühmann. This is by no means always the case on the market.
ABM Greiffenberger can completely cover the functions of traction, lifting and steering with its solutions in the mobile sector. They comply with strict environmental and emission requirements, are particularly safe and are extremely responsive for precise movements even at low speeds. ‘With this we are responding to a growing market. Because electrification is advancing more and more in mobile applications in intralogistics,’ says Michael Lühmann. Electric drive systems are more sustainable and more efficient. They run reliably and smoothly, are dynamic and durable, and offer safety. For that reason it is only logical for electric drives to be increasingly employed in a number of applications.
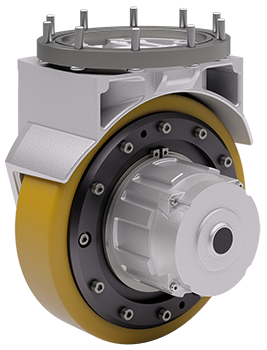
Hub wheel drives with electric steering
The drive specialist offers three gearbox types for mobile applications – including the robust TDH series hub wheel drives. This type of drive is extremely compact because the drive components are integrated into the drive wheel. The user profits from high static and dynamic wheel loads. Thanks to high wheel torques at low speeds, the user can precisely manoeuvre and drive up inclines with, for example, pallet jacks, aerial work platforms, AGVs or sweeper/scrubbers. ‘We also offer the hub wheel drive with electric steering,’ says Dipl. Ing. Mayk Krüger, Head of Mobile Drive Technology. With its low installation height, this version is ideal for forklifts and automated guided vehicles. The user benefits with the hub wheel drive with electric steering from a precisely controllable and efficient AC motor technology. It brings a torque of up to 300 Nm to the wheel and has a drive torque of 360 Nm. The redundant steering sensors provide for precise steering. Moreover, the drive is durable, maintenance-free and highly loadable.
Bevel Gearbox Drive Units: Innovative platform concept
With the bevel gearbox drive units in the TDB series for wheel diameters of 230 to 254 mm, the systems supplier has efficient components featuring high performance and low energy consumption in its portfolio. The ready-to-install systems are modularly designed and are available as a platform concept. The complete solution comprising the motor, gearbox and sensors can easily be integrated into different vehicle types. In industrial trucks the TDB series bevel gearbox drive units provide high climbing performance and acceleration. They offer responsive and dynamic steering over the entire speed range.
The bevel gearbox drive unit is available in three versions – for example, with an integrated steering drive. The traction motor is vertically mounted in the fixed version. The operator profits from, amongst other things, redundant steering monitoring, maximum integration and excellent ride comfort with high safety.
ABM Greiffenberger also supplies the bevel gearbox drive unit for manual steering. The vertical mount of the traction motor in the rotating version is designed for direct drawbar mounting. This robust and durable solution features space-saving installation.
‘Application-specific steering is also possible; customers can also combine the TDB bevel gearbox drive units with their own steering drives,’ says Mayk Krüger. They are thus suitable for electric power steering systems and can be controlled via spur gear. A zero position sensor can optionally be attached for calibration of the steering positions.
Speed recording in this series is done via an incremental encoder with up to 64 pulses per revolution. There is also an option to use the AC technology with regeneration capability. An electromechanical holding brake is integrated for parking and emergency stopping.
Parallel shaft gears: Quiet and efficient
The TDF series helical gearbox drive units offer an especially high efficiency, low wear and quiet running even at high loads. ‘We achieve this via the high-contact-ratio helical gear technology,’ explains Lühmann. The gearboxes are suitable for use in pallet jacks and three-wheel forklifts, for example. ABM manufactures the gearboxes from die-cast aluminium. Thus customer-oriented solutions can be provided at a good price-to-performance ratio. The design and the matching of the material to the application make sizes 200 mm and 230 mm light and stable. Speed recording is done via an incremental encoder with up to 64 pulses per revolution.
Systems supplier with high level of development expertise
ABM Greiffenberger scores points both with its extensive know-how and experience in the development of application- and customer-specific drives and with its platform concept, which ensures that customers quickly receive cost-optimised solutions. ‘However, we can also specifically address customer requirements,’ says Krüger. ‘Thus we are not a standard supplier and offer our customers a measurable added value.’
One example of an individual development is an electric differential axle for forklift trucks and transport systems. Precisely adapted to the application, the differential axle has optimised interfaces and can thus easily be implemented into the vehicle.
ABM supplies all products, including motors and gearboxes as well as suitable electronics, from a single source. Even complex prototypes can be produced at short notice with additive manufacturing.
‘Our drives offer high performance and system availability,’ stresses Lühmann. This is especially important in material handling because the vehicles are often used in two- or three-shift operations. Reliability is extremely relevant here. Operators therefore rely on drives that are maintenance-free, robust and durable. ‘We consistently pursue our goal of not only delivering high-quality drive solutions, but also supporting our customers in the capacity of a partner with engineering and manufacturing expertise,’ says Michael Lühmann.
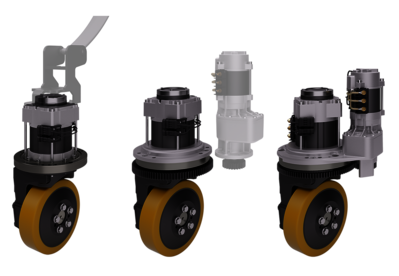
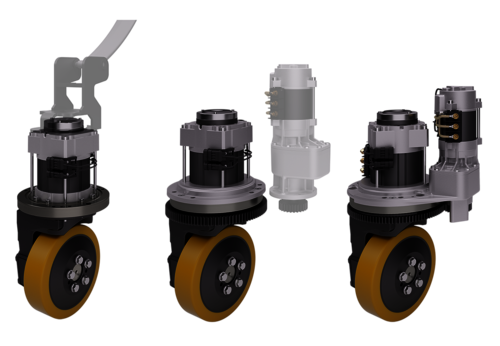
The platform concept of the TDB bevel gearbox drive units offers users numerous options:
Depending on the application case, integrated, manual or application-specific steering can be selected.
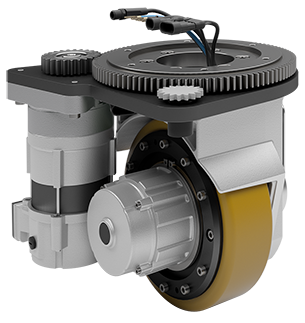
Plug-and-play for automated guided vehicles – the efficient TDH230i hub wheel drive with electric steering enables precise and safe manoeuvring.

Electric differential axle for forklift trucks and transport systems – an individual drive system specially adapted to the specific application.
KYBURZ Switzerland AG relies on the know-how and drive technology of ABM Greiffenberger for its electric vehicles
>KYBURZ Switzerland AG with registered office in Freienstein near Zurich in Switzerland is an international leader for high-quality mobility and transport solutions used e.g. by postal operators for delivery of letters and parcels. When it comes to drive technology, the provider relies on the comprehensive support of ABM Greiffenberger, from concept to series production. ABM supplies everything from a single source.
Martin Kyburz founded KYBURZ Switzerland AG in 1991. Today, with 150 employees the company is one of the leading manufactures for urban delivery vehicles, which thanks to automatic parking brake and reverse gear arrive at their destination safely and quickly even in wintry conditions. This includes the KYBURZ DXP. The E-Mobile fleet combines the efficiency of a two-wheeler with the safety and stability of a three-wheel vehicle. DXP is used by postal operators in various countries such as Germany, Finland or Austria, as well numerous cities such as Winterthur or Montreux. However, postal and logistics companies are not the only ones relying on this environmentally friendly vehicles, the electric sport cars for leisure sector are also extremely popular and ensure lots of driving pleasure. That is why, among others, the Swiss have developed the eRod, an electrically powered racing car approved for the road.
“We offer a comprehensive service package”, says Daniel Weber, Head of Development at KYBURZ. “We develop, produce vehicles and take care of the after sale service. We also take them back after being used, process them or take care of their recycling”. Currently, over 23,000 of these electric vehicles are on the roads worldwide. Apart from the USA, the company is active in all markets worldwide.
Required: High-Performance and Efficient Drives
Users have high expectations. Especially postal services, which have to deliver their shipments quickly and reliably, require vehicles that are efficient, environmentally friendly, reliable and inexpensive to maintain. This places particularly high demands on the drives. Because the postman must be able to manage steep streets with his fully loaded vehicle and be able to accelerate at all times. Since these vehicles are used on daily basis, both acceleration and range play a major role. This requires motor performance and efficiency.
KYBURZ Switzerland AG turned to ABM Greiffenberger to manage this balancing act, this was in October 2011. As a full-service provider, the drive specialist with registered office in Marktredwitz in Upper Franconia develops and manufactures systems for stationary and mobile applications which are installed e.g., in logistics in conveyors, hoists or forklifts. In addition to modular system solutions, ABM Greiffenberger also impresses with customer and application specific drive solutions that ensure customers measurable added value. ABM works closely and in partnership with the customer. “Even before the turn of the millennium we had started to transfer our know-how from battery-powered applications to E-Mobility. Even back then we were able to implement the first customer-specific projects”, reports Jürgen Schliermann, Head of Mobile Drive Technology Development at ABM. “We recognise new trends early on - this is important, especially in a future-oriented industry such as the electric mobility. We take this into account thanks to our comprehensive development and production capabilities.”
High Acceleration from Standstill
“We were looking for a reliable partner for our ever increasing quantities and for the growing demands of the users”, explains Daniel Weber from KYBURZ. “We were familiar with the high level of expertise of ABM and the good reputation of the supplier.” The drive specialist supplied the AC end shield motors for the DXP series delivery vehicles. Weighing only around 22 kilograms, these powerful three-phase asynchronous motors are quiet, environmental friendly and optimised for the stressful stop-and-go operation. They impress with their high acceleration capacity even from the standstill position, just the right one for these applications. “The weight-optimised AC end shield motors are also robust, durable and with their special design without housing they are suitable for applications with high load peaks and high dynamics”, explains ABM expert Schliermann. Heat generation is a major issue with high torques and low speeds. This challenge can be managed with the ABM drive.
It was also important for KYBURZ to have a drive which requires little or no maintenance. In addition, the motor draws the energy from maintenance-free lithium iron phosphate batteries. External drive controllers assume the power supply and speed / torque control. Thanks to the optimised interaction with the controller the system is very well regulated, ensuring high level of power density. “We can deliver a light, efficient and compact drive that optimally accelerates, provides a good driving dynamic and therefore also achieves a long range”, says Schliermann.
Emotions Instead of Emissions
Thanks to the good cooperation and reliable products ABM drives are also installed in eRod. The 600 kilogram vehicle achieves a top speed of 120 km/h and a range of around 180 kilometres. Thanks to the powerful electric drive the sports car provides the passionate driver with maximum driving pleasure. “We had already developed our ring rib motor, and only had to adapt it to the electrical properties”, reports Jürgen Schliermann. In contrast to the end shield motors, the compact and only about 43 kilogram AC drive has a housing. There is also the ring-shaped design of the ribs. Both protect the motor against dirt and ensure a good heat dissipation. It is installed on the differential axle transversely to the driving direction. “Thanks to this installation position we have adapted the ribs of the drive in such a way that an optimal air cooling is ensured”, explains Schliermann. This solution is suitable for journeys with high load peaks and high continuous performance”. In other words, perfect for a vehicle which is not only emission-free but with which the driver can also be quickly on his way. The dynamic drive accelerates very quickly even from a standstill position. Voltage supply and speed / torque control are performed by an external control. The ring cooling fin motor is also optionally available with higher protection class (IP6K9K). In addition to a cost-effective solution the performance values were particularly decisive for KYBURZ.
Benefit Across the Board
“With ABM drive solutions we have achieved optimal performance across all our applications”, gladly mentions Weber. “This also includes higher temperature resistance, allowing vehicle operation at performance limits for longer periods.” KYBURZ is very satisfied with both drive solutions: Because postal vehicles are in use daily, the eRod usually only occasionally: ABM drives are suitable for short, dynamic stretches as well as for the continuous operation in postal services.
A cooperative relationship has developed out of the project. “We are always get quick, competent support. Should modifications be required, together we always quickly find the suitable solution”, describes Weber. “It is thanks to this cooperative partnership that we always find a perfect system solution. Thanks to our extensive experience with this drive technology our development cost is usually held within limits”, adds Schliermann.
For its part, ABM opted for a sustainable delivery vehicle of DXP series for its energy efficiency and zero emission. “We use the vehicles for journeys between our two plants in Marktredwitz in Upper Franconia. Our employees are also excited” happily reports Schliermann.
The maintenance-free AC drive is suitable for journeys with high load peaks and high continuous performance.
Figure: ABM Greiffenberger Antriebstechnik GmbH
The already optimised air cooling is further supported by installing the drive transversally to the driving direction.
Please also have a look at our video.
Figure: ABM Greiffenberger Antriebstechnik GmbH

The emission-free eRod provides maximum driving pleasure both on and off-road.
Figure: KYBURZ Switzerland AG

Graduate Engineer (University of Applied Sciences) Jürgen Schliermann, Head of Mobile Drive Technology Development at ABM Greiffenberger
Figure: ABM Greiffenberger Antriebstechnik GmbH

Daniel Weber, Head of Development at KYBURZ Switzerland AG
Figure: KYBURZ Switzerland AG
All Clear for Automated Guided Vehicles (AGV)
>Automated guided vehicle (AGV) systems can increase efficiency in production and logistics. To do so, however, they have to be powerful, safe and flexible. ABM Greiffenberger presented a series of extremely compact and space-saving gearboxes designed specifically for use in automated guided vehicles. They enable reliable and energy-efficient operation on factory floors and in warehouses.
ABM offers efficient gearboxes for various vehicle concepts. These include towing vehicles, undercarriages, upgraded forklifts and assembly platforms. ABM developed particularly compact parallel shaft and angular gearboxes, which can be easily integrated into the often tight spaces of automated guided vehicles.
The two- and three-stage units are available with high reductions, low backlash and high encoder resolution. They are designed for low speeds and enable exact vehicle positioning. Different steering versions are used depending on the drive unit design, e.g., via electronic differential control of two motors for curved paths. For complex driving maneuvers, forward and backward motion, lateral travel or rotation when stationary, one or more drive wheels can be steered electrically.
KG series bevel gears with output torques of 60 to 800 Nm are included among the versions that are particularly well suited to use in AGVs. FG series parallel shaft gearboxes range from 50 to 2,000 Nm. ABM also has helical gearboxes in its portfolio with output torques ranging from 30 to 2,080 Nm. High wheel loads of up to 25,000 N are provided by hub wheel drives (TDH series) offered in four versions with output torques from 360 to 2,000 Nm and of robust design. Through the integration of the components into the drive wheel, the ABM designs excel as traction drives with particularly efficient, space-saving force transmission. Bevel gear drives type TDB can be supplied with electric steering upon request. They are available with static wheel loads of up to 16,000 N and in the different versions cover a range from 435 to 2,000 Nm. Type TDF parallel shaft gearboxes with a performance range of 435 to 1,400 Nm reach static wheel loads of up to 17,000 N.
The high wheel torques at low rotational speeds facilitate traveling on slight inclines and enable precise maneuvering. Additionally, users save costs: Thanks to the high wheel loads, there is no need for separate support of the wheel axle.
SINOCHRON® Motors for Long Battery Life
Compared with forklift drives, automated guided vehicles do not require high starting torques for inclines because they are usually used on level factory floors. Autonomous operation batteries with 48 or 24 volts are frequently used. Permanent-magnet synchronous motors have proven themselves in low-voltage applications and are recommended for use here. ABM offers the SINOCHRON® series with a continuous output of up to 13 kilowatts for this use. This series is characterized by its compactness and high efficiency. SINOCHRON® Motors are environmentally friendly. They surpass the requirements of Super Premium Efficiency class IE4. Users can meet future legal regulations with these advanced standards. The drives possess a high power density and provide for long battery life in daily use. In addition, the series is compact and can easily be integrated into transport systems.
Permanent focus on customer benefit
ABM Greiffenberger is present in the AGV sector as a system supplier who offers a high-level of customer support, development expertise and turnkey solutions: all products are designed in-house, and even complex prototypes can be quickly produced via additive manufacturing. Modern testing technologies and a laboratory for materials analysis and motor dynos ensure consistent high quality. The parts are produced on state-of-the-art machines and machining centers; robot-controlled manufacturing cells guarantee consistent series quality. Innovative products arise out of close customer relationships and intense market monitoring. ABM uses its modular and extensive portfolio to develop application-tailored, space- and cost-optimized systems.
Angular gear with low-voltage motor from ABM Greiffenberger for efficient use in automated guided vehicles.
Type TDH 230 wheel hub drive from ABM Greiffenberger with high wheel loads of up to 25,000 N.

In this towing vehicle angular gears with low-voltage motors are used to ensure powerful and precise driving performance.
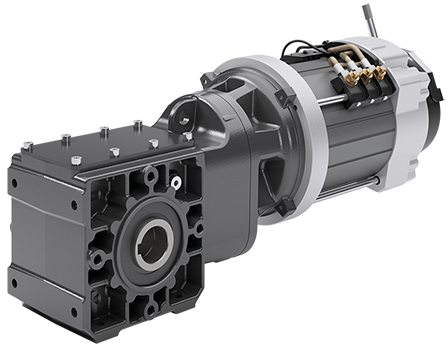
ABM Offers Energy-Efficient, Liquid-Cooled Motors for Long Operation
>ABM DRIVES INC. added liquid-cooled motors to their comprehensive program of efficient drive technologies for various industries. This motor excels with high power density at minimal space requirement, energy efficiency and long operating time.
Users can reliably operate this motor over a long period with high output devoid of overheating. ABM DRIVES INC. offers these motors in IEC frame sizes 80 to 160. Outputs up to 100 kW are feasible and if required they can be easily controlled with ABM inverters. Additionally, it is possible to set a constant operating temperature resulting in uniform elongation. This means the motor can be fitted in µ-accuracy in its application – an advantage that considers the ever-increasing demand for smaller space requirements.
Depending on the application or customer needs, cooling can be accomplished by water, oil or refrigerant. Radial cooling results in an extremely efficient motor but axial cooling is simpler in design. Liquid-cooled motors can be combined with ABM straight shaft, parallel shaft and right-angle shaft helical gearboxes. The user can pick flexibly from the complete ABM drive portfolio. The motor lends itself for industrial applications such as textile machinery but also for mobile uses such as construction machinery. In addition, they impress in powerful electro vehicles and watercraft.
ABM presents itself as a systems supplier that can deliver complete drive solutions from a single source. The company takes over full systems responsibility from specification to manufacturing. In addition, the specialists from the town of Marktredwitz deal with the systems integration, so customers receive solutions with additional benefits. ABM makes sustainability an important consideration in the strategic direction through an emphasis on the protection of resources, high energy efficiency and minimal emissions during operation.
Straight shaft, parallel shaft and right-angle shaft helical gearboxes combined with ABM motors can also be supplied industry and application-specific with inverters. They are equipped optimally with different bus systems and guarantee network interconnectedness. This prepares the ABM drives system for the Industry 4.0 requirements.

The liquid-cooled motors are suitable for a variety of industrial applications as well as mobile applications.
Gearbox and Electric Motor Drive Units for Forklifts
>ABM Greiffenberger develops efficient forklift drives for traction, lifting and steering for its customers. As a system supplier the company from the Upper Franconian town of Marktredwitz offers all drive components from a single source. TDB series bevel gears and TDF series parallel shaft gears were some of the products that could be seen at LogiMAT. They are powerful, energy-saving and reliable in daily use.
Fast movement and smooth transport of goods in various sizes and weights are important factors in intralogistics. Accordingly there are also high demands on the drive technology. Gearboxes from ABM Greiffenberger feature impressive driving comfort and safety. They meet strict environmental and emission requirements. In the expanding electrification, that amongst other benefits provides noise reduction in storage and warehouse uses, the company sees further growth in market potential.
The gearbox solutions from ABM make high gradeability and acceleration of pallet trucks possible. Even at low speeds forklifts can be controlled precisely – with highly dynamic steering. Thus operators can maneuver them more easily, even in tight spaces. ABM offers ready-to-install plug-and-play systems which are available in modular form according to a platform concept. Motor, gearbox and sensors can easily be integrated into different vehicle types.
TDB series bevel gears can be used for a variety of purposes.
They are found in reach trucks, tow tractors, autonomous transport systems and sweepers/scrubbers. The components are powerful and highly efficient. Even with small batteries, users can work reliably for long periods. The TDB series was extended with a drive that can handle output torques up to 750 Nm. With an unchanged installation space, the drive torque was once again increased by 15% over the predecessor model. ABM Greiffenberger designed the series to be compact. The vertical motor mounting and the further optimization of gearbox components such as gearing and housing lead to a small envelope circle: the user benefits from a space saving gearbox installation.
ABM Greiffenberger developed the bevel gearboxes for wheel diameters of 230 and 254 mm and a wide range of applications and great flexibility: application-specific combinations of gear ratio and motor output can be easily realized. The series is also available in combination with an integrated steering drive and redundant steering monitoring right on the drive wheel. For ‘driving’ ABM offers temperature monitoring via a temperature sensor. Motor speed recording is done via an incremental encoder with up to 64 pulses per revolution. Use of a regenerative AC technology is also possible. An electromechanical holding brake takes care of parking and emergency stopping. The overall design thus offers a wide variety of functions and combination options. Now both developers of customized individual applications and OEM project managers for cross-fleet platforms have the ideal drive for their respective application available.
TDF series: Quiet Running and Plenty of Powe
TDF series parallel shaft gears impress through their high efficiency, quiet running and longevity. Especially quiet running is stressed over and over by users. This is made possible by the highly optimized helical gear technology used by ABM Greiffenberger. The gearboxes are suitable for use in pallet trucks and three-wheel sit down forklifts, amongst others. The die-cast aluminum alloy housings used with sizes 200 and 230 mm ensures lightness, high stability and corrosion resistance. The housings for versions with wheel diameters 254 and 471 mm are are made out of robust ductile iron.
ABM offers the TDF series with a motor output of 1.2 to 4.7 kW. The maximum wheel torques range from 435 to 1,400 Nm. The gears can be supplied with different gear reductions based on the applications. ABM Greiffenberger can develop customer-specific housings for a cross-fleet platform design and large vehicle volumes. Even with the TDF series, precise motor speed recording for smooth deployment is possible.
System supplier with high-level development expertise
With the trade fair presentation, the drive specialist displayed its strengths as a system supplier with a high level of consultation and development expertise. It supplies all products, both motors and gearboxes, from a single source. With additive manufacturing even complex prototypes can be quickly produced. Modern testing technologies, motor dynos and a laboratory for materials analysis ensure high quality in design and engineering already at the development stage. With its in-house aluminium die-casting foundry, the company has attained a prominent position in the production of gearbox housings. The parts are produced with high process reliability on automated and flexible machines and machining centres. Robot-controlled manufacturing cells and winding lines enable consistent series quality.
ABM Greiffenberger has always paid special attention to ensuring close customer relationships and intense market monitoring. Based on its modular and extensive portfolio, the drive specialist develops application-tailored space- and cost-optimised systems with maximum benefit to the user.

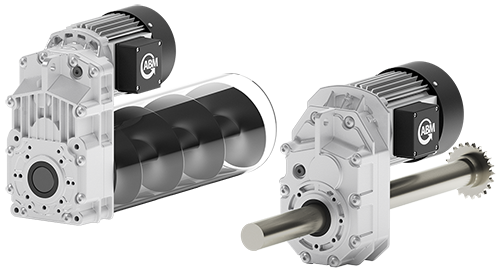
Figure 1: Type TDB 230/254 Kombi bevel gears from ABM Greiffenberger can be used for wheel diameters of 230 and 254 mm.

Figure 2: The high-contact-ratio helical gear technology used in the TDF parallel shaft gear series from ABM Greiffenberger guarantees maximum efficiency and quiet running.
Industrial / Conveying
Efficient and Economical Horizontal Movements
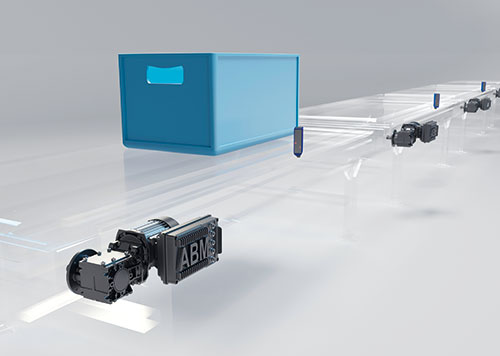
>One of ABM Greiffenberger's product innovations is the highly integrated drive system for roller conveyors. During development, the specialists focused on making it compact, efficient and economical. This provides users with a particularly powerful and productive solution for horizontal conveyor technology.
The drive system for roller conveyors consists of a synchronous motor with an integrated controller. It has a rated output torque of 4.5 Nm with almost double the overload capacity and can move loads of up to 180 kilograms. The direct drive is a complete one-piece motor-inverter unit. This universally applicable new development is suitable for a wide range of container conveyor technology applications, including roller conveyors and curved belts.
One for All
ABM covers all common requirements in container and pallet conveyor technology with one motor. This allows system integrators to reduce complexity and the number of variants, which has a positive effect on overall costs. The drive can be easily integrated into specific application thanks to the various mounting options. Due to the high temperature range of -30 to +40 degrees Celsius, it is also predestined for deep-freeze storage.
ABM has optimized the motor technology and thus increased the energy efficiency to a maximum – this reduces the CO2 footprint. The overall system is also sustainable and resource-saving thanks to an optimized use of materials. Another advantage for the operator is the rapid return on investment: the reliable and efficient performance of the sensorless controlled drive also saves significant costs. As a result, this system solution works without the encoders, which are cost-intensive and prone to fail.
The drive specialist has designed all of the controller's connections to be pluggable. This significantly reduces the installation effort. The controller is easily controlled via the integrated multi-protocol Ethernet interface. System updates are also readily available via this interface. There is also a predictive service module: Machine-to-machine communication enables predictive maintenance and therefore smooth operation of the system - the user benefits from very high availability.
Also for high loads
As an intralogistics partner, ABM also offers complete system solutions for extended bin or pallet conveyor technology, i.e. for transporting loads of up to one ton per load carrier: Intelligent combinations of motor, gearbox and controllers from the modular system reduce the number of variants here too. The motors can be combined with angular, helical and parallel shaft gearboxes. This allows users to minimize their stock and still have the right component on hand quickly when required, another substantial benefit.
The new highly integrated drive system for roller conveyors impresses with maximum efficiency and economy.
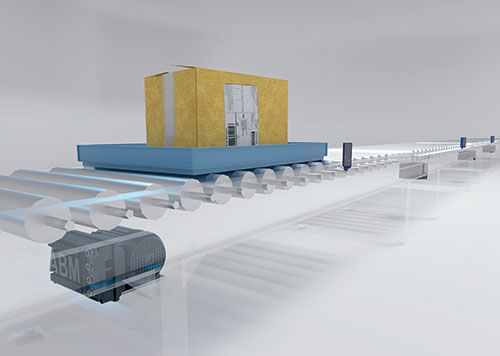
An accumulation roller conveyor with a Sinochron motor as a direct drive – controlled with an ABM inverter.
Measurable Customer Benefits for a Competitive Advantage
>In every industry - often even within a product range - very specific requirements apply to the drive solutions used. Only when these are fully integrated, it is possible to achieve the optimum level of performance and efficiency. With its comprehensive know-how, ABM develops and manufactures electric motors, gearboxes and controllers. With its broad product range and high level of manufacturing integration, the full-range supplier finds the optimum solution for every requirement.
ABM defines performance not only just by torque, but above all by the measurable usefulness to customers. With its engineering expertise and state-of-the-art testing technologies, the drive specialist develops a broad technology platform for motors, gearboxes and controllers. Using an intelligent modular system, the supplier can adapt the various gearbox designs to the respective application and provide the user with a quickly available and cost-efficient drive solution in terms of functionality and efficiency. ABM also offers concepts adapted to specific industries. ABM is also a development partner for individual system solutions that are precisely tailored to a specific application.
These include, for example, generators that are installed in a truck axle module. This module generates energy while the trailer is in motion in order to supply cooling units with CO2-neutral and quiet electricity. The two built-in generators provide double the power and reliability. ABM has designed the housing specifically for the application to ensure optimum air cooling. This solution is designed in protection class IP6K9K. This means that the housing is dust-tight and can be cleaned under high pressure. The generators are optimized and compactly housed in the axis. Durable, robust and efficient, they form a reliable basis for sustainable and powerful energy generation.
ABM has developed another solution for medical and rehabilitation technology. Special drives are often used in these areas, which have to combine many functionalities in a very small space with very high demands on safety, precision, comfort and reliability - for example in stair lifts. In addition to the travel movement along the stairs, seat leveling is also required to compensate for different gradients. The two functions of travel and leveling are conveniently located in one drive unit. And because the housing can absorb external forces, this solution requires fewer components. The drives also run particularly quietly and smoothly. The drive specialist supplied a compact unit comprising motor, gearbox and controller from a single source.
For highly efficient pump systems, the ABM engineers designed a pump and gearbox housing from just one part. The drive solution is precisely adapted to the required function, interfaces are eliminated and the installation space is used to the maximum. ABM thus demonstrates a very high level of system integration. The pump can be operated using a special eccentric mechanism. The combined gear and pump lubrication ensures sustainability. This unit is also easy to service and maintain.
ABM has also tailored compact and safe drives for construction elevators precisely to their function. The interface is designed specifically for the application. Because load-bearing and guiding elements are integrated into the gearbox housing, the drive not only moves the construction elevator, but also ensures that the cage is held securely and runs reliably with guidance. The drive can be installed quickly and easily thanks to plug-and-play. And because ABM was able to reduce the number of components, the user saves costs.
Customized system solution for the electrification of a truck refrigeration unit: maximum emission reduction and efficient use of kinetic energy when driving and braking.
Precise, convenient and reliable: Drive units for stairlifts.

Compact and safe drives for construction elevators: The gearbox housing incorporates load-bearing and guiding elements.
All from a single source
>ABM Greiffenberger supplies complete drive solutions for intralogistics. If necessary, the systems supplier can adapt the solutions, consisting of motors, gearboxes, brakes and frequency inverters, for specific applications and customers. ABM works closely and in partnership with the customer. The solutions are used in applications including automated logistics systems with conveyors, lifting equipment and forklift trucks as well as automated guided vehicles (AGVs). The customer receives everything from a single source.
‘As a full-range provider of drive technology, we develop and manufacture tailored drive solutions for intralogistics that can be optimally integrated into the respective applications,’ explains Stephan Thoma, product manager for inverters at ABM Greiffenberger. One such solution is the highly efficient Sinochron motor. The permanently excited synchronous motor can be used, for example, without a gearbox as a direct drive in container conveyors for small loads of up to 180 kg. The motors have especially high efficiencies in the part-load operational range in which the drives in the systems are primarily operated. Typical travel speeds are 0.3 to 1.5 m/s.
‘Thanks to its special design, the series is perfect for operation with sensorless control. In addition, even the smallest IEC frame size of 63 can already reach nominal torques of 4.5 Nm. This drive solution differs from the induction motor by a short-time overload capacity that is approximately twice as high,’ reports Thoma. Because of this power density, ABM can make the motor series more compact. This is a clear advantage for the design engineer, who usually receives a smaller drive and can thus reduce the installation space and energy consumption. Via the sensorless speed control, the control system calculates the rotor speed as well as the rotor angle at a given time from the electrical feedback. With this information, the currents for torque generation can be fed precisely to the motor. As a result, even without an expensive encoder, the Sinochron motor has outstanding control characteristics over a large speed control range. Because the drive does not require any sensors, it is also more robust. This ensures maximum system availability – a clear advantage for the total cost of ownership. Depending on the application, the service life of the drives can reach 50,000 hours.
‘Our Sinochron motors are energy-efficient and can be operated over a wide temperature range,’ reports Thoma: ‘Our customers can use the series at temperatures of -30 °C to +60 °C and thus even in deep-freeze storage facilities.’
Even for Heavy Loads with added Gearbox
For extended container or pallet conveyor systems, i.e. for transporting loads of up to a tonne per load carrier, ABM combines its motors with helical, parallel shaft or angular gearboxes. Specifically for these applications, ABM has supplemented its parallel shaft gearbox series with the two compact two-stage types FG182 and FG282, offering nominal torques of 180 Nm and 280 Nm respectively. Users benefit from high permissible radial loads and universal mounting options for the parallel shaft gearboxes. Hollow and solid shafts as well as shrink discs are available. The series can be supplied with or without flange. Because the gearboxes are also light and compact, they are easy to handle during installation.
ABM Greiffenberger always focuses on customer needs. ‘We select the best drive solution in terms of functionality and efficiency from our modular system for the given application,’ says Thoma. The modular principle means that even special requirements of the system manufacturer can be met with standard components. This positively affects the quality because only proven modules are used. Various mechanical and electrical interfaces are available to simplify installation. ABM realises all connections as plug-and-play solutions. Plug-in connector systems ensure fast, error-free installation.
ABM also develops completely new system solutions. The big advantages of an individual solution are the maximum added value and the permanently and considerably lowered costs that result because these drives are precisely tailored to the requirements.
Without a Frequency Inverter, nothing works
Most applications in intralogistics are implemented with speed control. ABM Greiffenberger offers an extensive portfolio of products for this, which is rounded off with two new sizes made especially for container and pallet conveyor systems. ‘With power outputs of up to 2.2 kW, we cover all the applications needed in conveyor technology,’ reports Thoma. ‘The user profits from optimal control characteristics for both induction and Sinochron motors.’ Because the frequency inverter controls the permanently excited synchronous motor without any sensors, costs are lowered and availability is increased. The devices are designed for a service life of 30,000 hours under full load in continuous operation. The pluggable connection allows for an easy and quick installation. Users receive the new frequency inverters with a protection rating of up to IP54 and an overload capacity of 250 per cent. The frequency inverters are also suitable for use at temperatures of -30 °C to +40 °C and thus even in deep-freeze storage facilities.
Frequency Inverters with numerous Features
Plug-in connections for the power supply (daisy chain principle) and control terminals/inputs make installation fast and easy. Using the Ethernet-enabled BUS systems the inverters communicate with higher level controls.
The inverters can optionally be equipped with brake choppers and the ability to control mechanical brakes. Thoma explains: ‘With sensorless control we ensure a maximum speed control range. This feature sets us apart from our competitors.’ The result is lowered costs and higher availability. The decentralised inverters can be integrated on the drive and are also suitable for field use in the vicinity of the motors as wall-mount versions. The inverters use machine-to-machine communication to connect to higher-level controls, making predictive maintenance possible. The inverters are thermally independent and require no additional fans. ‘Through the intelligent combination of motor, gearbox and inverter from our modular system, we can control the complexity,’ says Thomas. The reduced number of drive variants represents a huge advantage for users when it comes to storage, service etc.
As a systems supplier, ABM can offer drive solutions for most applications in warehouse logistics – from small roller conveyors to pallet conveyors. ‘The user receives everything from a single source,’ says Thoma.

ABM’s new inverters with power outputs of up to 2.2 kW are used in all common container and pallet conveyor applications.
An accumulation roller conveyor with a Sinochron motor as a direct drive – controlled with an ABM inverter.
Container conveyor technology: a belt conveyor with an angular gearbox including an ABM inverter as a drive.

Chain conveyor for pallet transport: ABM’s parallel shaft geared drive unit combined with the ABM inverter is ideal for heavy loads.
Expansion of the Parallel Shaft Geared Drive Units by compact, two-stage Types
>The system provider has expanded the existing parallel shaft gearboxes (FG series) specially for the conveyor and pallet conveyor technology in intralogistics. The extremely compact two-stage solutions offer nominal torque of 180 and 280 Nm and thanks to their gear ratio and compactness they can also be used as travel drives in lifting applications. The user also benefits from highly reliable radial loads as well as the universal mounting options such as hollow and solid shaft, shrink disc, version with and without flange. Furthermore, the low weight and the compact design enable easy handling.
Systems Supplier: One single Partner for your Drive Units
As a system supplier, ABM Greiffenberger develops and manufactures application-specific and installation-optimised solutions from a predefined modular system that are perfectly tailored to the application. The specialist thus continues to pursue its goal of not only supplying high-quality and reliable drive solutions, but also supporting its customers as a development partner with engineering and manufacturing expertise. Customers receive cost-efficient complete solutions with measurable benefits.
ABM has added two-stage compact types - FG182 and FG 282 - to its existing range of parallel shaft gear units.
New Frequency Inverter of up to 2.2 kW for Intralogistics
>Applications in intralogistics are primarily controlled with frequency inverter. The inverter series for the conveyor and pallet technology is completed with two more frame sizes specially developed for this industry. Thanks to the power range of up to 2.2 kW higher loads can also be moved. Thus, ABM Greiffenberger covers all required applications.
The user benefits from the optimal control properties both with asynchronous as well as with SINOCHRON® motors. The frequency inverter can operate the permanently excited synchronous motor without the use of sensors. This lowers the costs and increases availability.
The inverter are designed for a service life of 30,000 hours under full load and continuous operation. Pluggable connections allow an easy and quick installation. The inverters communicate with higher-level control systems via Ethernet-capable BUS systems.
With a protection class of up to IP54 and a high overload capacity of 250 percent, the frequency inverters are perfect for accelerating heavy loads. They are also suitable for use at temperatures of 30 to +40° Celsius and therefore for use in deep-freeze storage.
Systems Supplier: One single Partner for your Drive Units
As a system supplier, ABM Greiffenberger develops and manufactures application-specific and installation-optimised solutions from a predefined modular system that are perfectly tailored to the application. The specialist thus continues to pursue its goal of not only supplying high-quality and reliable drive solutions, but also supporting its customers as a development partner with engineering and manufacturing expertise. Customers receive cost-efficient complete solutions with measurable benefits.
Two additional frequency inverters developed specifically for intralogistics applications complete the series for conveyor and pallet technology.
How ABM Greiffenberger Drives the Intralogistics World
>ABM Greiffenberger has suitable drives for all mobile and stationary applications in logistics centres. In close partnership with customers, the one-stop provider for intralogistics delivers both optimised modular system solutions and individual solutions with maximum added value for users. Visitors can find out about the powerful drives in Stuttgart) in Hall 3 at Booth B15.
Many things are moved in and around a logistics centre – and wherever this happens, drives are required. It starts, for example, with mobile applications such as electric buses that drive employees to their place of work or lorries that transport goods to the receiving point – drives for auxiliary units such as hydraulic pumps, compressors and fans are needed here. When the lorries drive up to the dock, rolling doors open and close so that the employees can load or unload. By means of pallet trucks, forklifts or automated guided vehicles (AGVs), the goods are moved to container and pallet conveyors, which bring them to the high-bay storage area. Other devices and machines, such as ergonomic lift assists for handling the goods and machines for cleaning the floors in the building, are also deployed. ABM Greiffenberger offers suitable motors, gearboxes, brakes and inverters for all these applications – for either mains or battery power supply.
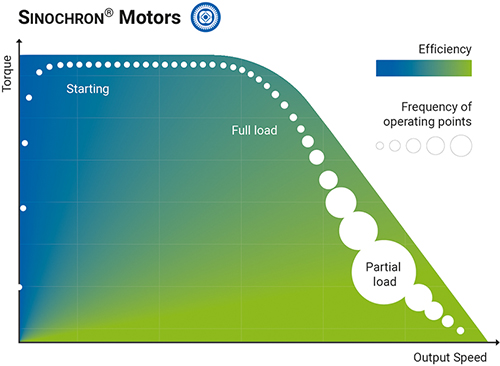
These drive solutions include the Sinochron motor series, which visitors can find out about at the trade fair booth. The permanently excited synchronous motors are perfect for operation with sensorless control thanks to their special design. The advantages offered by synchronous motors are a high power density and a compact size. With efficiencies of more than 90 per cent, these motors score points in intralogistics applications in which drives are only operated at part load as well as in auxiliary units in lorries and buses.
ABM Greiffenberger has added compact and powerful liquid-cooled motors to its efficient drive technology offering. The motors possess a high thermal stability and offer exceptional protection with ratings of up to IP6K9K. They can be controlled via inverters and can be attached to all ABM helical, parallel shaft and angular gearboxes with little effort. They are ideal in areas such as mobile drive technology, where they are used, for example, as aggregate and traction drives in electric vehicles and construction machines.
Reduced Complexity
ABM offers suitable inverters that are optimally matched to the respective drive systems for all applications. They meet controllability, networking, digitalisation and connection technology as well as other requirements.
Wheel Hub Drive for AGVs – Now also with Electric Steering
ABM will present another innovation with the wheel hub drive with electric steering for AGVs and forklifts. It has a drive torque of 360 Nm; the integrated electric steering brings a torque of up to 300 Nm to the wheel. Users benefit from a precisely controllable and efficient AC motor technology. They receive complete solutions from a single source and only have to take care of the interface for the drive technology.
Chain hoists with integrated electronic control
The powerful chain hoists will also be presented at LogiMAT. They are modularly designed and provide reliable overload protection thanks to the friction couplings. The integrated electronic control is new. Via plug and play technology, the operator can easily extend the basic version to include the travel function. The new solution from ABM Greiffenberger is particularly long-lasting – wear of switching contacts does not occur. The corrosion-resistant and robust chain hoists also operate reliably in harsh environments. High-quality helical gearing enables quiet running and lowers noise emissions.
Systems supplier: One Partner for Intralogistics
ABM Greiffenberger is a systems supplier for all applications in intralogistics and develops customised, installation-optimised solutions that are optimally tailored to the respective applications. With this, ABM maintains its goal of delivering high-quality, reliable drive solutions and supporting its customers in the capacity of a partner with engineering and manufacturing expertise.
![]()
The advantages offered by synchronous motors are a High power density and compact size with efficiencies of 90 per cent and higher.
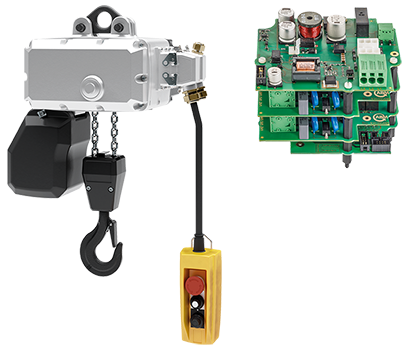
The trade fair offering will also include reliable and energy-efficient chain hoists with integrated electronic control.
The efficient TDH230i wheel hub drive is now also available with electric steering.
From 0 to 100 instantaneously
>As a systems provider, ABM Greiffenberger develops and manufactures drive systems for stationary and mobile intralogistics applications. Upon request, customers can be supplied with individual solutions allowing them to reduce their costs – and with conveyor systems quickly accelerate even heavy loads from a standstill. This is made possible by the ABM’s close cooperation and partnership with customers. But what characterises the tailor-made system solutions?
‘What requirements do manufacturers of intralogistics solutions have for drives?’ Ralf Fickentscher takes a moment to think. ‘They want highly efficient solutions that are always available and run without any problems.’ Fickentscher is head of development at ABM Greiffenberger in the Upper Franconian city of Marktredwitz. The company is a one-stop shop for drive solutions that helps customers slash costs and thus profit from a fast return on investment. ‘Our motors are extremely efficient, especially in the partial-load operational range the systems primarily operate in,’ says his colleague Stephan Thoma, ABM team leader & product manager for inverters. The fact that an electric motor can operate very efficiently precisely in partial load operational range is one of the main reasons for its higher energy efficiency. The SINOCHRON® motor, for example, is a motor that can also be operated without sensors and has a high starting torque. This is particularly important in intralogistics applications because conveyor systems often have to be able to move heavy loads from a standstill: with a speed control range of 1:200, the SINOCHRON® series can immediately apply the full starting torque to move stationary loads– virtually from 0 to 100.
Powerful and compact
The SINOCHRON® series are permanently excited synchronous motors, which, thanks to their special design, are perfect for sensorless operation. ‘They are very dynamic,’ explains Stephan Thoma. This drive solution differs from the induction motor by a short-time overload capacity that is approximately twice as high. ‘In addition, even the smallest IEC frame size of 63 can already reach nominal torques of 4.5 Nm and nearly doubling the overload capacity,’ explains Ralf Fickentscher. ‘And because the motor achieves this high power density, we can make our solutions more compact,’ As a result, the user can often select a smaller motor and thus reduce installation space and energy consumption.
In contrast to comparable drives, the motor can also be operated with 400 V – instead of just 24 V. This makes project planning much easier because multiple drives can be operated from one power supply and are switched in series according to the so-called daisy chain principle – just one power supply is needed for this. Moreover, the drives are networked via a bus system for communication and can therefore be controlled from a central point.
Via the sensorless speed control, the control system calculates the rotor speed as well as the rotor angle at a given time from the electrical measurements. With this information, the currents for torque generation can be fed precisely to the motor. ‘We achieve very good control characteristics with this without having to use an expensive encoder,’ says Thoma. And because the drive does not require any sensors, it is also robust. ‘Almost like the famous bunny. It keeps going and going and going,’ says Fickentscher. Through this, users also experience significantly lowered maintenance costs and a high system availability, both of which are important benefits for the total cost of ownership. The drives also have a service life of up to 50,000 hours.
Individual Solutions from a Modular Design
ABM Greiffenberger can also cater to the individual needs of users with the drive solutions. To what extent? ‘That depends on the requirements,’ says Thoma. ‘With our intelligent modular design, we can find the right solution for every application.’ Various gearbox designs such as angular, helical and parallel shaft gearboxes are also available and are developed, manufactured and tuned to the performance values of the respective motors by ABM. Thanks to its modular design, the drives can also meet special requirements of the system manufacturer with standard components. This positively affects the quality because only proven modules are used.
With this modular design, the systems provider also reduces the number of possible variants – ‘with it, we control the complexity,’ says Thomas. The system manufacturer can also select from different mechanical interfaces easing commissioning. The drive variants can also be reduced because the same motor series can often be used for a variety of tasks. If higher torques at lower speeds are required for high loads, the motor can simply be combined with a gearbox. Various mechanical and electrical interfaces are available to simplify installation. Many connections are realised as plug-and-play connections. This increases the system availability.
‘However, we can also design a completely new solution if the customer requests it,’ explains Fickentscher. With the individual solution, the user gets the maximum added value and a permanent, significant reduction in costs because the drive is precisely tailored to their requirements.
SINOCHRON® in container conveyor technology
Wearless direct drive, gearless, without brakes, energy-efficient and with high availability: all this is what makes the ABM solutions suitable for, amongst other things, roller conveyors that transport containers with different weights, often over several kilometres. ‘Our motors offer high efficiencies and power densities. In addition, they are ideal for tight spaces due to their compact designs. With the SINOCHRON® drives, the rollers in the conveyor systems can convey loads weighing up to 180 kilograms – and accelerate them from a standstill. ‘A high torque is required to start the load and then the drives operate about 90 per cent of the time with a partial load operational range,’ explains Thoma. Typical travel speeds are from 0.3 to 1.5 m/s.
Because the gearless motors require no oil or lubricants, they can also be used in the food industry. A further advantage of the SINOCHRON® drive is its suitability for use in deep-freeze storage facilities: the series can be used in a temperature range of -30 °C to +60 °C. ‘Established drum motors, in contrast, are only suitable down to 0 °C,’ reports Thoma.
One user who relies on this drive solution from ABM is Witron Logistik + Informatik GmbH from Parkstein in the Upper Palatinate. The single source general contractor plans, realises and operates automated logistics and material flow systems. The company assumes the logistics planning, information and control technology, mechanical design and manufacturing, and the operational responsibility. Added to that are all service and maintenance tasks for a project. ABM SINOCHRON® motors are integrated into Witron logistics systems around the world, currently in a project with a German grocery chain with several kilometres of conveyors. ‘We could reduce installation space and energy consumption with these solutions,’ says a satisfied Josef Uschold, head of development of control technology at Witron. ‘I was especially impressed with the cooperation with ABM. It was a good partnership right from the start. We always receive high-quality and reliable components.’
Also suitable for very high loads
But what if the drives have to move much higher loads – as is the case with a pallet conveyor? ‘Then we attach an existing gearbox to the motor,’ explains Fickentscher. The user can then handle loads of up to 1,200 kg and still profits from the advantages of the SINOCHRON® motors, such as a compact design, maximum torque over a large speed control range or a large number of mounting and integration options.
‘If our compact parallel shaft gearbox FGA is used in a conveyor system, it can be installed, for example, parallel to the motor shaft. This makes the U design and thus also an output shaft on the motor side possible, which makes this solution even more compact,’ says Thoma. For a helical gearbox with an axial output shaft, the motor shaft and the output shaft can be configured in a line if so required. An angular gearbox, e.g., could be mounted laterally to save space. ‘We always cooperate closely with our customers to implement their requests,’ says Fickentscher. ‘To enable higher external radial forces to be absorbed in the drive, we have pulled the output shaft mounting forward into the flange.’ This is a big advantage, e.g., for pre-tensioned belt drives or external gear wheels because the distance between the point of force application and the bearing is greatly reduced. The ABM gearboxes can also be extended to yield additional system advantages. Through the flexible installation and the additional assumption of further tasks in the application, system advantages arise: for example, several movements can be implemented with just one highly efficient motor. This saves money and speeds up commissioning.
Requirements met
‘We always accommodate our users’ requirements with our solutions,’ says Thoma. Thanks to the modified modular solutions, the customer profits from fast availability. The engineering partner and provider supports manufacturers with efficient drive solutions – in automated guided vehicles, in automated logistics systems with conveyors, lifting gear and forklift trucks or in cold storage facilities. ABM Greiffenberger offers everything from a single source. The full-range provider has more than ten years of experience in the applications. ‘More than 500,000 of these drive solutions are being used successfully in companies around the world,’ stresses Ralf Fickentscher.

When, for example, an angular gearbox is added, very high loads can be transported with high efficiency and high power density.
The pulled-out mounting of the output shaft makes the drive extremely robust.
The high energy efficiency of the sensorless drive, particularly in the part-load region, significantly lowers costs and ensures a fast return on investment.

Ideal for tight spaces: the parallel shaft gearbox with decentralised inverter and permanently excited synchronous motor (SINOCHRON®) fits compactly into the belt conveyor.

Angular geared motors also drive transport units reliably and efficiently in the logistics systems of industrial companies.
ABM Drives Offers Gearmotors for Intralogistics
>In times of e-commerce and same-day delivery expectations, fast movement of goods in warehouses is becoming ever more important. In this context, stock picking and loading plays a key role. Line powered fully and partially automated logistics facilities with material handling equipment, lifting equipment as well as forklifts and automated guided vehicles (AGVs) are deployed. ABM offers suitable system solutions for all – alternatively for line or battery power supply. For line powered conveying, loading and lifting devices they include motors, gearboxes, brakes and inverters. The latter can be networked and are gaining in importance with regard to Industry 4.0 (IoT).
Line powered systems are perfectly suited for container, box and pallet handling equipment including truck trailer loading and unloading conveyors. The range of products includes energy-efficient asynchronous and Sinochron® motors and apart from helical, parallel shaft and angular gearboxes, centralized and decentralized inverters.
Intralogistics system OEM require compact, powerful and energy efficient drive units. Integration flexibility and reliability with a long service life expectancy are a must. ABM motors and geared motors have been designed with these goals in mind and customization to make life easy for the OEM is always possible even preferred.
Systems Supplier: ONE Partner for Intralogistics
ABM DRIVES INC. is a systems supplier for both stationary and mobile applications. Customers are comprehensively supported from development to series production and receive everything from a single source. Users can select from an extensive modular system. We provide cost-efficiently and quickly application-specific adaptations. ABM assumes system responsibility and provides support in system integration for demanding and individual projects. Focus is on maximum customer benefit and intensive development activities. This results in reliable, durable and safe products that are characterized by high dynamics, smooth running and reliability and are of compact design for easy installation. With a global team of application specialists, ABM is ready to assist you in finding the perfect drive solution for your unique needs wherever your operation is located.
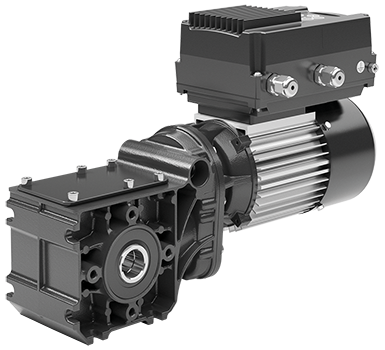
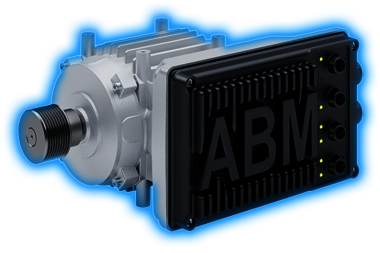
Figure 1: ABM powerful angular geared motors from the KG series with motor mounted IoT capable INVEOR inverter.
Figure 2: Compact and energy efficient parallel shaft gearbox (type FGA 172/173 shown) available in 2- and 3-stage versions.
![]()
Figure 3: ABM SINOCHRON® Motors excel with outstanding efficiency and exceed even the highest efficiency standards.
New, efficient INVEOR Drive Controllers
>ABM now offers INVEOR MP and MP Modular motor-mounted drive controllers. They feature impressively fast system integration, energy-efficient operation and easy handling.
The new controllers can be easily combined with asynchronous and SINOCHRON® motors as well as with all gearboxes from ABM Greiffenberger. The exclusive technology enables a speed control range of 1:200. A significant advantage here is the unique mode of operation: a sensorless, large control range. This extended range saves the user costs and greatly increases equipment availability.
The drive system offers numerous advantages in warehouse logistics. It can be configured so external connections, as well as supply or control lines, are all plug-in. Therefore, installation can be accomplished quickly and smoothly, saving the user money: no costly experts are needed. The system is particularly beneficial for applications such as modular warehouse logistics systems that are rearranged regularly.
Smart features simplify handling, such as a Bluetooth interface that enables easy start-up and control via an app. This makes the drive system an optimal solution for applications in tight spaces where a cable connection for parameterization is not feasible. The app also allows smooth transfer of settings to other devices. The solution from ABM Greiffenberger is of modular design so customer-specific configurations can occur at any time. Optional fieldbus systems are also available. They assure the connectivity and prepare the drive system to meet Industry 4.0 requirements.
The sensorless motor control and expanded speed control range of the INVEOR MP ensure optimal efficiency with minimal energy consumption in every application. It meets protection class IP 65 and also works reliably under harsh conditions. The unique feature of the MP Modular version is its smart power section that contains all essential control characteristics in the power electronics. This lowers the costs for the user: no application board is needed. This version can be equipped and configured with various modules. The module carrier even offers the possibility of mechanically integrating customer supplied electronics. It can also be used for factory-provided options such as I/O modules or main disconnects. More installation space for additional components is also available.
System Integration with Added Value
The drive system from ABM Greiffenberger ensures perfect performance in numerous applications. It is powerful, energy-efficient and conserves resources. From specification to production, the company assumes full system responsibility and integration. This makes optimal facility availability possible for the user. The drive specialist is a complete supplier with a high level of consultation and development expertise. All products are offered from a single source. With additive manufacturing, even complex prototypes can be quickly produced. Modern testing technologies, motor dynos and a laboratory for materials analysis ensure high quality in design and engineering already at the development stage. ABM Greiffenberger has always maintained close customer relationships and conducts intense market monitoring. Based on its extensive and modular portfolio, tailored space and cost-optimized systems, the user gains maximum benefits.

Figure 1: ABM Greiffenberger’s portfolio includes energy-efficient and powerful INVEOR MP series drive controllers.
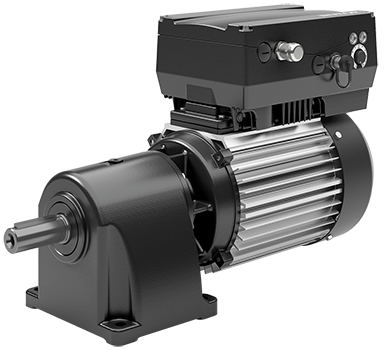
Figure 2: The new INVEOR drive controllers can be combined with all motors and gearboxes from ABM Greiffenberger.
Articles written for DESIGN WORLD Magazine
Design and selection of induction and permanent magnet ac electric motors for efficiency
>Careful design and selection of induction and permanent magnet ac electric motors will make them more energy efficient.
By Gabriel Venzin, President, ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, as published in DESIGN WORLD Magazine
(https://www.designworldonline.com/get-your-motor-running-efficiently/)
Efficiency in motor designs is a more relevant concern than ever. With electric motors providing over 60% of all industrial power, efficiency is a key design parameter. Here we’ll look at some general requirements as well as more specific ones for permanent magnet ac (PMAC) motors, which hold for common industrial applications in a limited power range.
To start, efficiency is defined as the ratio of delivered mechanical power to the supplied electrical power. An electrical motor that is 85-percent efficient converts 85 percent of electrical energy into mechanical energy. The remaining 15 percent dissipates as heat.
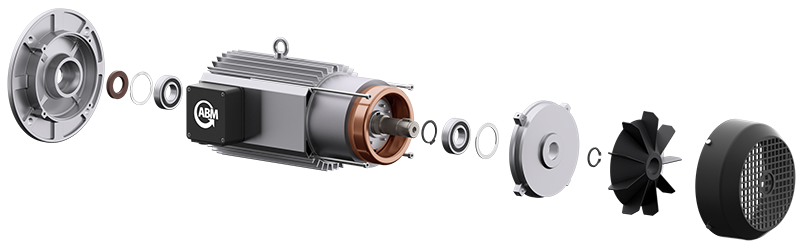
Exploded view rendering of an ac induction motor illustrating the housing, bearings and fan components.
Energy efficient electric motors use high-quality materials and optimized designs to achieve higher efficiencies. For example, more aluminum in the rotor and better slot-filling factor in the stator reduce resistance losses. Optimized rotor configuration and rotor-to-stator air gap reduce stray-load losses. Improved cooling fan design provides motor cooling with a minimum of windage loss. Higher quality and thinner steel laminations in the rotor and stator cores allow operation with substantially lower magnetization losses. Finally, reduced friction losses result from higher-quality bearings.
Selection points for both induction and PMAC motors
Optimizing the dimensions of rotor/stator laminations and the quality of steel used is key to improving performance: Hysteresis and eddy current losses together are called core losses. Around 20 percent of total losses are caused by eddy currents and magnetic core saturation.
Eddy currents induced in laminations moving relative to a changing magnetic field cause significant power losses. Laminated stator cores reduce eddy current losses and are based on the quality, resistivity, density, thickness, frequency and flux density of the iron. Eddy current losses can be minimized with a higher number of laminations.
Hysteresis losses are caused in the magnetic circuits when the flux is continually changing. The majority of flux-carrying material used in electric motors is steel used for stator and rotor cores.
Minimize the flux density and core losses by reducing the thickness of laminations. Hysteresis losses are reduced by annealing better grades of steel for laminations to change the grain structure for easy magnetization.
Reduce eddy current losses by increasing the resistivity of the steel with silicon, but silicon content increases die wear during stamping because it increases steel hardness. Steel crystals damaged during stamping severely degrade the magnetic quality of the affected volume.
Annealing flattens the laminations and recrystallizes the crystals damaged during stamping, which extends one sheet thickness into the lamination.
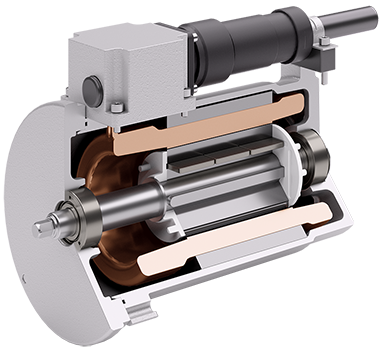
The special design of ABM’s SINOCHRON® motor rotor with internal magnets leads to an almost ideal sine distribution of the magnetic flux. It’s designed for sensor-less control mode, making it an alternative to servo drives.
Use bath impregnation process for lamination, versus drip for optimum thermal management: Impregnating stators strengthens stator winding electrical insulation, protects against chemicals or harsh environments, and enhances thermal dissipation. Thermoset plastics including epoxies, phenolics, and polyesters are used for impregnating stators. ABM uses the bathing method whereby stators are immersed in resin for an extended period of time to assure optimum penetration and protection. Another impregnation method is called vacuum-pressure, which uses a tank that is evacuated first and then pressurized to achieve penetration into the stators. Driving out air pockets from the electric winding enhances the thermal conductivity of the winding.
Design slots in the stator to maximize the volume of copper that can be inserted: Low stator winding mass causes up to 60 percent of total losses, so to reduce them the mass of stator winding must be larger which reduces electrical resistance. Electric motors that are highly efficient contain more than 20-percent extra copper compared to standard efficiency electric motors. The stator’s insulated electrical windings are placed inside the slots of the steel laminations. The cross-sectional area must be large enough for the power rating of the motor.
In general, open or semi-closed stator slots are employed in induction motors. In semi-closed slots the slot opening is much smaller than the width of the slot, and winding is more difficult and time consuming to manufacture compared to open slots. However, the air gap characteristics are better compared to the open type.
The number of stator slots must be selected at the design stage because this number affects the weight, cost, and operating characteristics. The advantages of more slots are reduced leakage reactance, reduced tooth pulsation losses, and higher overload capacity. The disadvantages of more stator slots are increased cost, increased weight, increased magnetizing current, increased iron losses, poorer cooling, increased temperature rise, and reduction in efficiency.

SINOCHRON® PMAC motor efficiency is more than twice compared to standard asynchronous motors under partial-load. It’s made possible by a continuously excited synchronous motor, which operates with practically no rotor losses.
Use high grade/pure aluminum in the rotor die casting: Custom designed rotors can maximize starting torque, reduce conductor resistance and increase efficiency. Most induction motor rotors are squirrel-cage designs. They are rugged, simple in construction and less expensive, but they have a low starting torque. Copper rotors increase efficiency but are difficult and expensive to manufacture.
Tightening manufacturing tolerances allows optimum air gap between rotor and stator: The air gap is the radial distance between the rotor and stator in an electric motor for standard radial motors. An optimum air gap needs to be maintained for design efficiency. Air gap dimension involves the design of stator, rotor, motor housing, and bearings. All these affect the exact alignment of the stator and rotor axes.
Use copper windings that meet DIN EN 13601 and UL Norm standards: The European standard DIN EN 13601 specifies copper and copper alloys for general electrical purposes including dimensions and tolerances, tensile test, hardness test, bend test, electrical resistivity test. It also specifies characteristics of coppers for electrical purposes including the preference for oxygen-free or deoxidized coppers which may be heat-treated, welded or brazed without the need for special precautions to avoid hydrogen embrittlement which causes cracking.
For global compliance, UL determines that magnet wire complies with IEC 60317. Magnet or enameled wire is an electrolytically refined copper or aluminum wire that has been fully annealed and coated with one or more layers of insulation. ABM, for example, uses wires with a total of 12 insulation coats. Typical insulating films in order of increasing temperature range are polyvinyl, polyurethane, polyester, and polyimide up to 250 °C. Thicker rectangle or square magnet wire is wrapped with a high-temperature polyimide or fiberglass tape.
Use of more copper, larger conductor bars and conductors increases the cross-sectional area of stator and rotor windings. This lowers resistance of the windings and reduces losses due to current flow. A high-efficiency electric motor will usually have 20 percent more copper in the stator winding.
General selection guidelines
The motor selection process involves some basic considerations. For starters, verify the application requirements. Then, what torque and speed is needed when and how often? What is the duty cycle? What are the ambient conditions such as temperature and pressure? Even the most efficient motor will not perform to its utmost efficiency if used for the wrong application.
Many of the electric motors discussed here are used for gearmotors, a combination of a gear reducer and an electrical motor. A gearmotor delivers high torque at low speed. In short, gearmotors take motor power and reduce its speed while magnifying its torque.
Gearmotor duty cycles do not only impact the motor performance rating, e.g., a continuous duty cycle
S1 motor will provide a higher output if it’s used at an S3 intermittent duty cycle, but also especially for gearboxes used in extraordinary applications where torque peaks and system shocks are possible. For such situations, it’s critical to carefully determine what duty cycle and what peaks/shocks per a specific time period are experienced so the engineering team of the motor/gearbox OEM can select and recommend a suitable drive system.
A good start is to review data on past extreme temperature and or pressure conditions in which the application will be operating and any other unique conditions that may be relevant to the design. Always inform the motor OEM if your application is being used in extreme conditions – this can be a game changer.
Design housing for best cooling
The electrical efficiency of motors has improved so much that the power drawn by cooling fans has become a larger percentage of the total losses. Optimization of cooling fan dimensions involves using the minimum power for the fan, while providing adequate cooling. The optimal fan design may result in a 65 percent reduction in fan power requirements. An important design feature is the clearance between the blade and the housing. The space between the housing and the fan blade should be as small as possible to prevent turbulence and decrease backflow.
A cool motor runs more efficiently. To obtain the best airflow, optimize the cooling fan and fan shroud design. Assuring a tight bond between the stator and motor housing provides the best cooling performance.
Select low-friction bearings suited for operating speeds
Ball or roller bearings are used in high-efficiency electrical motors. They consist of an inner and outer race and cage containing steel or ceramic rollers or balls. The outer race is attached to the stator and the inner race to the rotor. When the shaft rotates, the element also rotates and the friction of the shaft rotation is minimized. They have a long life and maintenance costs are low. High precision application allows the smallest air gap possible. Thermal contraction and expansion can affect shaft and housing fits as well as internal bearing clearances.
Power output governs shaft size and bearing bore. Load magnitude and direction determines bearing size and type. Consider additional forces such as unsymmetrical air gaps causing magnetic pull, out-of- balance forces, pitch errors in gears, and thrust loads. For bearing-load calculations consider the shaft as a beam resting on rigid, moment-free supports. Ball bearings are more suitable for high-speed applications than roller bearings. High-speed factors include cage design, lubricant, running accuracy, clearance, resonance frequency, and balancing.
Knowing the ambient temperature range and the normal operating temperature range will help determine the most effective lubrication method for the bearing: oil or grease. Normal operating temperatures for gearmotors considered here range from -25 to 40 °C. Synthetic grease has good performance properties over a wide range of temperatures. Grease allows simplified maintenance, cleanliness, fewer leaks, and contaminant protection.
Bearings need a minimum load, so rolling elements rotate and form a lubricant film rather than skidding, which raises operating temperatures and degrades lubricants. Allow a minimum load equal to about 0.01 times the dynamic radial-load rating for ball bearings. It’s especially important when bearings are approaching 70 percent of recommended ratings.
Use a quality balancing machine, high standards and balance at the operational speeds of the motor application: Noise and vibration can result when the center of mass does not co-exist with the axis of rotation. Balancing has limited effect on efficiency but impacts operating noise and life expectancy that is also important for maximum use of resources.
Bearing vibration readings are normally taken on three planes – vertical, horizontal and axial. Vertical vibration may indicate a mounting problem. Horizontal vibration may mean a balance problem, whereas axial vibration may indicate a bearing problem. Balancing at operational speeds is important because unbalance can also be caused by centripetal forces at the bearings.
Additional design criteria for PMAC motors
PMAC motors are a growing alternative to ac induction motors, which for decades have been the workhorse of almost any electrical motor application. PMAC motors preserve the reliability and simplicity of the ac induction motor while offering higher efficiency, synchronous operation, and the opportunity to use a smaller frame size.
PMAC motors replace the magnetic field induced in the conductors in the rotor with permanent magnets, usually made from alloys of rare-earth metals, giving them much lower electric resistive losses than ac induction motors because no electric current is induced in the rotor. In place of mechanical commutation, a control system is required to determine which coils are supplied with current to produce the maximum torque. Magnetic fields generated by rare-earth PMAC motors can deliver the same torque as ac induction motors with a smaller, lighter motor.
Select PMAC motor size to allow operation in partial load area for best efficiency: Energy savings from PMAC motors depend on the number of service hours, motor size, and motor loading. PMAC motors nearly always maintain higher efficiency – no matter the speed or torque compared to ac induction motors and makes them an attractive alternative to induction motors in variable-speed applications. By substituting existing line-powered three-phase electric motors with PMAC motors, energy savings of 20 to 35 percent can be expected.
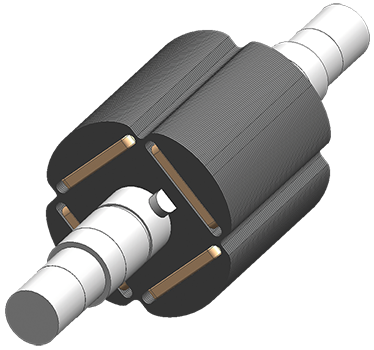
This illustration shows the special design of the SINOCHRON® PMAC motor rotor laminations and the imbedded magnets that allow a sinusoidal motor motion.
Optimize design of rotor laminations to show a sinusoidal magnetic field: For example, ABM synchronous motors with high-performance permanent magnets come with a sinusoidal flux distribution as well as Electro- Motive-Force. Stator windings, for distributed windings, are normally identical to asynchronous motor windings. It results in lowered vibration, noise and maintenance cost as well as increased overall performance.
Selection of rare earth versus ferrite (ceramic) magnets
Neodymium rare earth, samarium cobalt magnets or ferrite (ceramic) magnets are used in PMAC electric motors. Rare earth magnets are two to three times stronger than ferrite or ceramic permanent magnets but are more expensive. Samarium cobalt magnets are optimal for high-temperature applications because of their high energy density, 250 to 550 °C temperature resistance, small decrease of parameters due to temperature increase, and oxidation protection.
The selection of samarium cobalt or neodymium as an electric motor magnet is
based on operating temperature, corrosion resistance and required performance. A low-grade neodymium magnet may begin to lose “strength” if heated above 80 °C. High-grade neodymium magnets operate at temperatures up to 220 °C.
Ferrite or ceramic magnets have won wide acceptance due to their strong resistance
to demagnetization, exceptional corrosion resistance, and low price. Magnetic losses occur when operating at temperatures above 250 °C, but are recovered when the magnet is brought down to a lower temperature. Cold temperatures of -40 °C may result in permanent losses of magnetic strength unless the circuit has been designed for such extremes.
PMAC motors require inverters
PMAC inverter drive units can be loss-free in no-load operation/standstill. New motor design combinations offer advantages in powering conveying equipment, escalators, spooling machines, compressors and traction drive units. By substituting existing line-powered three-phase drive units, energy savings of up to 30 percent can be expected.
The characteristic profile of PMAC drive units makes them well suited to drive pumps and fans that operate continuously. No additional components, like encoders, are needed. Up to 25 percent smaller footprint allows machine designs to be more compact. The motors have excellent control behavior and combined with a sensorless drive controller unit, have excellent true running even at low speeds and impressive dynamics at impulse load and speed variations.
Select an inverter that can provide sensorless operation: Standard PMAC drives can “self-detect” and track the rotor’s permanent magnet position. This is critical for a smooth motor start and also allows for optimum torque production, which results in optimum efficiency. Lack of position or speed sensor reduces the cost and increases reliability of a drive system.
Programming and optimization of inverter: The importance of programming the controller settings for a specific motor to attain optimum efficiency is becoming more and more important with the ever- increasing efficiency regulations.
Choosing manufacturing partners: When choosing partners during a machine build, remember that there are two methods for choosing an electric motor source. Either pick a standard motor that might or might not fit a specific application or choose a competent motor partner to engineer and manufacture a motor that fits the application exactly.
Standard motor solutions are suitable if a design engineer doesn’t have the time or engineering resources to have a custom version engineered — or if it needs a quick setup. New modular approaches to design and construction let manufacturing engineers get reasonably priced custom motors even in modest volumes.
No matter the approach to motor selection, be sure to continually improve the design/drive system by comparing predictions of performance with measurements. Then use the result of the analysis to improve the next iteration.
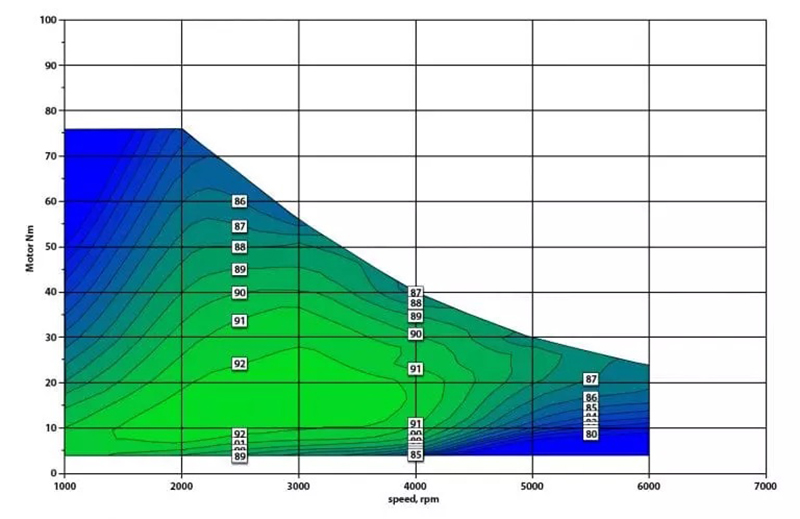
About the author
Gabriel Venzin is President of ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, Loveland, Ohio. Call Gabriel at +1-513-576-1300 or email gabriel.venzinabm-drivescom.
How to design gearmotors for extreme ambient conditions
>Following some straightforward advice on gearmotor design will help ensure your gearmotor works in the most extreme environments.
By Gabriel Venzin, President, ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, as published in DESIGN WORLD Magazine
(https://www.designworldonline.com/how-to-design-gearmotors-for-extreme-ambient-conditions/)
Designing a gearmotor application is tough enough in more or less “normal” conditions, normal here meaning something like room temperature and stable or typical humidity and altitude. Throw that application into an extreme environment and the design gets more complicated. But it doesn’t have to be. For anyone designing a gearmotor application in extreme ambient conditions, there are some guidelines that when adhered to will help ensure that the design succeeds.
First, the basics
A gearmotor is a combination of a gear reducer and an electric motor. The two most important factors at the gearmotor output shaft are its rpm and torque. A right angle, straight or parallel shaft gearbox can be combined with a permanent magnet ac, ac induction, or brushless dc motor.The gearmotor applications discussed here are not exposed to high-pressure water spray, such as in freezers, unheated facilities or enclosures. They’re used in applications such as forklifts and electric vehicles, lifting technology, construction equipment, packaging machinery, as well as dockside crane hoists, and trolley and bridge drives, among others.
The goal is to have the gearmotor operate for decades of exposure to extreme ambient conditions with low maintenance because they may not be easily accessible. There’s not much mechanically different in a gearmotor for extreme temperatures and altitudes; mainly it’s lubrication, duty cycles, heating or cooling considerations and construction materials selection. So these tips can be used to upgrade existing systems as well.
The typical types of gearmotors we’re talking about include hoist drive gearmotors, which lift loads between 3.2 and 40 metric tons. They are powered by a 2.5 to 38 kW asynchronous cylindrical-rotor motor with 3-stage parallel shaft gearboxes for lifting speeds of 4 to 8 m/min at drum diameters of 140 to 405 mm and 4/1 reeving. Typical pole-switching motors (8/2-pole) are used. Variable speeds are programmed with inverters for acceleration and deceleration ramps with extremely slow start and braking which minimizes load swings.
A good start is to review data on past extreme temperature conditions in which the application will be operating and any other unique conditions that may be relevant to the design. In the following sections we’ll cover temperature, altitude and humidity and the way these factors influence gearmotor selection.
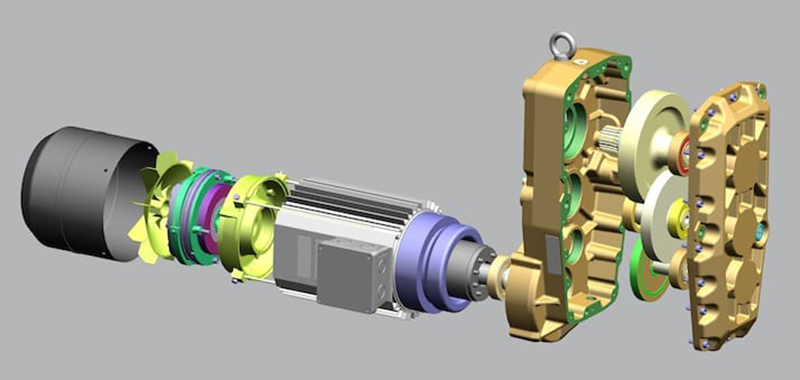
A 3D CAD model of a gearmotor for extreme environments from ABM DRIVES INC.
Temperature
What happens to the gearmotor when the temperature drops to -40 C?
From -40˚ C (-40˚ F) to +60˚ C (+140˚ F) a meter of ductile iron expands 0.123 mm. That’s the temperature range we’ll be covering here.
Altitude is the other extreme we’ll be covering. For an internal combustion engine, the general rule of thumb is a 3 to 4% power loss for each 1,000 feet above sea level. So a 300 hp car at 10,000 feet would lose 30 to 40 hp. Less density means less compression. Less actual matter in the atmosphere (oxygen, nitrogen, and argon mostly) is being drawn into the cylinders, and therefore compression is less. For a gearmotor, that means less atmosphere to dissipate heat.
How to compensate for temperature extremes? (A standard temperature range is -20 to +40° C.)
A common extreme temperature swing is when a forklift moves from a -30˚ C freezer to a +40° C dock door. For both extremely cold (-40˚ C) to very hot conditions (+60˚ C) you’ll need to address the following.
Gearbox oil – Synthetic lubricants are used when mineral oils have reached their performance limit for frequent starts and stops, high loads, system shocks, low or high-temperature service, extended oil service interval requirements and reduced internal friction besides reduced operating temperatures. They also operate at higher temperatures without losing viscosity, forming residues and offering resistance to foaming. Petroleum products begin to degrade at or below +100°C, whereas synthetic hydrocarbon lubricants function well to +125°C. Synthetics offer extreme low-temperature advantages as well. They also have lower vapor pressures than petroleum products, an important factor in ensuring that the lubricant doesn’t break down. The chemical homogeneity of synthetic lubricants results in greater load carrying capacity, higher viscosity indexes, better lubricity, greater efficiency and extended serviceability than their petroleum-based counterparts.
Shaft seals – If the gearmotor remains at low temperatures for extended periods of time, upgrade motor shaft seals to NBR (elastomeric) material or use high-grade grease for shaft seal lubrication. Elastomeric materials are composed of a polymer, filler, processing aid, protectants, and curing agents. Many times standard oil seals are made of Nitrile or rubber and are rated for temperatures up to +125˚ C. If ambient or oil temperatures rise above this level, you will have to use higher performance materials.
Motor cooling fan – These should be made of aluminum, GGG (nodular iron) or special plastic material.
Gearmotor systems for demanding applications, such as dockside crane hoists, trolley and bridge drives, need to be engineered for many years of severe duty cycles that demand minimum maintenance.
For proper function and use in temperatures from -20° to -40°C
Housings – Switch end shield material from GG (grey cast iron) to GGG (nodular iron). Nodular ductile iron possesses high strength, ductility and resistance to shock. Annealed nodular ductile iron can be bent, twisted or deformed without fracturing. Its strength, toughness and ductility duplicate many grades of steel but have low-cost casting procedures similar to gray cast iron. Ordinary gray cast iron has a random flake graphite pattern. Nodular ductile iron has a few hundredths of a percent of magnesium or cerium in its formula causing the graphite to form in small spheroid “nodules” rather than flakes. They cause fewer discontinuities in the structure of the metal for a stronger, more “ductile” iron. You can also use aluminum if allowable stress is not exceeded.
Rotor shaft – Switch material from 1045 steel to alloy steel, e.g., 42CrMo4 or similar. 1045 is a low hardenability carbon steel with a typical medium tensile strength range of 570 to 700 Mpa or Brinell hardness range of 170 to 210. It’s characterized by fairly good strength and impact properties. 42CrMo4 Alloy Steel is chromium-molybdenum steel with high strength and hardenability. It has high fatigue strength and good low-temperature impact toughness.
Motor heating – This could be a heater jacket, motor heating bands or the winding could be powered to maintain a certain temperature (this is also used to prevent moisture build-up in high humidity environments). External heating jackets, covers or housings are often installed by crane builders because they also need to protect the gearbox and other components.
Junction Boxes – Switch from plastic to aluminum
Fan Shroud – Switch from plastic to sheet metal version
Brake Design – Completely enclosed instead of open design
De-rating Torque – It might even be necessary to de-rate the maximum acceptable gearbox torque or use a larger gearbox.
For proper function and use in temperatures from +40° to +60° C
Note that temperatures above this must be reviewed on a case by case basis and cannot be covered by simply changing certain components.
If the gearmotor is mounted inside an enclosure near combustion engines or other systems that generate heat or are exposed to direct sunlight, it will require internal motor components that have higher temperature ratings. High ambient temperatures can also negatively impact motor torque and direct sunlight will degrade sealing components.
Junction Box – Switch from plastic to aluminum
Fan Shroud – Switch from plastic to sheet metal version
Altitude
For proper function and use at high altitudes
Heat dissipation on the surface of motors and gear units decreases with altitude. The thermal performance is reduced due to thinner air. Typically rated installation altitude is a maximum of 1,000 m above sea level. For higher altitudes, you should consider the following.
Verify the actual duty cycle of your application and ask yourself is a continuous duty motor really needed here? If it turns out that the application requires the same duty cycle as the rating of a motor at 1,000 m above sea level you can install a larger motor or add forced-air cooling to compensate reduced cooling capacity provided by the thinner air. In many cases, it makes sense to discuss possible options with the motor OEM.
A word about duty cycles
Duty cycles do not only impact the motor performance rating, e.g., a continuous duty cycle S1 motor will provide a higher output if it’s used at an S3 intermittent duty cycle, but also especially for gearboxes used in extraordinary applications where torque peaks and system shocks are possible. For such situations, it’s critical to carefully determine what duty cycle and what peaks/shocks per a specific time period are experienced so the engineering team of the motor/gearbox OEM can select and recommend a suitable drive system. So even if the application does not have a high rated torque and duty cycle requirement, other operational factors could result in the need for a much larger and stronger geared motor to be required to assure a satisfactory service life. And as a final word, always inform the motor OEM if your application is being used in extreme ambient conditions – this can be a game changer.
More information about recommended service lives for different applications have been published by the American Gear Manufacturers Association (AGMA.) These duty cycle recommendations have been determined from the experience of many gearmotor manufacturers. AGMA standard 6009 lists many applications by a service class (I (1 to 1.39), II (1.40 to 1.99), III (2 and above)) with class I being the simplest applications and class III being the hardest. Typically the total duty cycle for an application will take into account ambient temperature, cyclic duration, mass acceleration, operating time, and cycles per hour.
How to determine duty cycle
First, you need to establish a target life. Not the calendar time, but the operating time. You need to know the duty cycle of the application during operation, and the number of hours the machine operates during the day.
As an example; a gearmotor drives a conveyor in short bursts, 2 minutes at a time, with 2 minutes off before repeating, over and over, during two 10-hour shifts, five days a week. You need it to operate trouble-free for at least five years or 13,000 hours.
Service life is 25,000 hours nominal with a 1.0 service factor, based on an AGMA standard. 25,000 hours is a nominal figure, so 50% won’t last that long. Use L10 life ratings, which means that 10% of the gearboxes operated at that load are expected to fail before the L10 life, and 90% are expected to last longer. So a gearbox with a nominal life of 25,000 hours would have an L10 life of 5,000 hours. According to AGMA guidelines, a conveyor not uniformly fed and operated more than 10 hours a day should have a 1.50 service factor. A similar calculation will need to be done for the motor.

Wind turbine pitch drives are engineered for decades of continuous duty cycle that demand minimum maintenance and must satisfy the toughest requirements for reliability and durability.
Humidity
The most common system used to classify a product’s intrusion and water resistant compatibility is the IP rating, which is published by the International Electrotechnical Commission (IEC). (IP stands for International Protection, but is sometimes referred to as Ingress Protection.) Today, ac induction and permanent magnet ac motors typically meet protection classes IP54 or 55 and with certain steps can even satisfy IP65 or 67 demands. So the IP ratings do not properly provide protection for high humidity environments and other steps are necessary to protect the gearmotor. To prevent corrosion, protect all bare metal surfaces. Also, motor laminations should be painted. Use a continuous low voltage and current power supply to your winding to prevent condensation when the motor is not in use. For brakes, all wear surfaces must be stainless steel and sometimes a completely enclosed outdoor brake is the best solution.
Feedback and improvement
Life Cycle Cost analysis is a management tool that can help companies minimize waste and maximize energy efficiency for many types of systems. A complete understanding of everything that makes up the total cost of a system throughout its lifespan provides an opportunity to reduce energy, operational and maintenance costs.
Analyze each element of the life cycle and determine a realistic value for use in computing the total life cost, including purchase price; installation and commissioning cost (including training); energy costs; operation costs; maintenance and repair costs; downtime costs; environmental costs (disposal of contaminant liquids and contaminated used parts, such as seals); and decommissioning/disposal costs (including restoration of the local environment and auxiliary services.)
In addition to supporting a design decision, the LCC analysis can be used to reflect changes in scope, schedule or application. The process can become a valuable tool for continuous improvement.
About the author
Gabriel Venzin is President of ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, Loveland, Ohio. Call Gabriel at +1-513-576-1300 or email gabriel.venzinabm-drivescom.
How to design quiet gearmotors: Gear engagement, housing geometry, and more
>What applications need quiet gearmotors? The answer might surprise you — because the human ear can detect noise at 10 dB lower than ambient levels, and many gearmotors operate in close proximity to people. In this technical article, we outline recent staff engineers’ research and development into the problem (and potential solutions for) gearmotor noise.
By Gabriel Venzin, President, ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, as published in DESIGN WORLD Magazine
(https://www.motioncontroltips.com/design-quiet-gearmotors/)
Sound is the back-and-forth vibration of particles in a medium created when a traveling wave passes through the medium. Noise is undesirable sound. Sound pressure is defined with logarithms that compare sound pressure to the decibel (dB) sound pressure standard of 0.00002 Pa = 20 µN/m2 near the lower limit of human audibility. One decibel is one tenth (deci-) of one bel, named in honor of Alexander Graham Bell.
Gearmotor noise isn’t just a gear problem — it’s a system problem. Physical interactions between gears can excite system dynamics, so most gear noise doesn’t originate from the gears. Gear whine is created by the gears as they mesh and is amplified by resonances in the housing’s ribs, beams, and sides. Gear rattle is a sound that is excited by the driving source such as the electric motor. Each gear has its period of rotation and so a unique fundamental frequency.
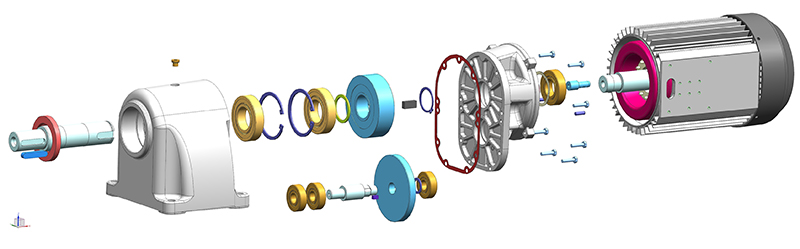
Simulation to optimize a proposed quiet gearmotor design can reduce overall design time by as much as 75% — and 3D models that completely define the gearmotor can be used by quality, manufacturing, and procurement teams to analyze, build, and inspect the gearmotor. 3D illustration courtesy ABM Drives Inc.
Why design quiet gearmotors?
Consider where gearmotors must operate in public spaces. Here, motion control in churches, libraries, auditoriums and theatres need quiet gearmotors for curtains, podiums and stages that need to rotate, lift or slide, unnoticed by the audience.
In contrast, military equipment needs quiet gearmotors for Stealth operations. Medical equipment benefits from quiet gearmotors for increasing patient comfort and assurance. Residential settings — for example, in biomass heating systems — benefit from quiet gearmotors as well. Here, stored wood chips or pellets in a silo must be conveyed to a boiler by an auger via a motor-driven rotary feeder — and ash removal is accomplished the same way.
Gearmotor basics: Functions and today’s design process
A gearmotor delivers high torque at low speed. It’s a combination of a gear reducer and an electrical motor. In short, gearmotors take motor power and reduce its speed while magnifying its torque. The two most important factors at the gearmotor output shaft are rpm and torque. So once the input-torque requirement is known, the next step is to calculate the needed motor-input horsepower.
The gear train inside a gearmotor multiplies torque from the motor side to the output shaft. This is the gearbox ratio and is the number that determines the torque multiplication from input. 30:1 means that the output torque is 30 times the input, not accounting for internal efficiency losses.
A right-angle or parallel-shaft gearbox can combine with permanent magnet dc, ac induction, or brushless dc motors. Advanced gearmotor technology includes the use of new materials, coatings, bearings, and gear tooth designs optimized for noise reduction, strength and longer life, in smaller spaces.
Gearmotor designs are for specific operating conditions and load ranges. So at the start of a machine build with known problems or opportunities for improvement (including possible economic gain or improvement in how personnel or users perceive the gearmotor) consider the motion components and features (including gearmotor options) that might work. Then narrow down the options to feasible alternatives. Next identify those with the best balance of performance and economics to reach a design target. Finally, integrate the most feasible, risk-reduced, and economically viable features and capabilities into products with both form and function.
Such a design approach is now easier than ever. In the past, designs often started with mechanical engineers and then passed to the team’s electrical engineers and finally onto the control engineers. By the end, all the flaws were baked into the design. In contrast, today the standard is integrated design supported by mechatronic modeling. But with holistic design approaches, engineers must understand the accuracy requirements of the entire electromechanical system. Another caveat is that control system, drives, and gears and mechanical linkages must be carefully chosen to leverage all the components’ full capabilities. That necessitates a design approach that starts from the drive back to and including the motor.
More thorough and detailed design objectives boost the odds of project success. So keep the motivation behind the project top of mind and allow that motivation to guide engineering decisions. The goal is to have a system to serve humans and not the design itself. The old adage, “You’ll never get there if you don’t know where you’re going” certainly applies to the design process.
One indispensable tool in engineers’ arsenal — especially in the work of making machine builds as quiet as possible — includes simulation to optimize proposed designs. Such software can reduce overall design time by as much as 75%. In the case of gearmotors, 3D models and associated data help engineers analyze and virtually build and inspect their gearmotors — and completely define the assembly to improve quality, manufacturing techniques, and procurement.
Noise generated when gears engage
Selecting gears and motors is a science. Even suitable gears make noise. Complicating matters is that gear noise comes in many types. To solve gear-noise problems, the first step is to determine the type of noise that is objectionable. What’s considered gear noise depends on the speed of operation. Use qualitative and quantitative terms to describe how design factors and manufacturing mistakes play into the noise equation. Then discuss with the design team (and potential suppliers) the problems of gear noise, dynamics, measurement, and modeling.
Another starting point for gearbox design is to define a service factor — including hours per day and shock or vibration requirements. A gearbox with an irregular shock profile (as in a military design, for example) requires a higher service factor than a gearbox that runs intermittently.
Gear noise is generated by tooth-to-tooth load transfer that causes pressure-pulse trains radiating through the gearset and motor housing. The noise’s frequency is the product of gear rotational speed and the number of gear teeth. Most types of gear noise occur at tooth mesh frequency or harmonics in the audible range. That said, noise can also occur as a low-frequency modulation of the higher tooth-mesh frequency noise. This results in a phenomenon called sidebands.
Gear noise can be very annoying — even when it isn’t the most significant noise source. That’s because it occurs as pure tones that the human ear can detect even at 10 dB lower than the overall noise level.
The asymmetric gear noise spectrum arises from amplitude and frequency modulation of gear-mesh excitation produced by low-frequency manufacturing and assembly errors. Gearmotor sounds from gear mesh, bearing rotation, lubricant movement, motor vibrations and interaction of the housing all contribute to the overall sound generated.
Vibration tendencies can be minimized with high-quality helical gearing and optimized gear engagement
Helical teeth engage gradually over the tooth faces for quieter and smoother operation than spur gearsets and have higher load capacities.
Shuttling force is the side-to-side oscillation of the tooth mesh force along the profile as the tooth pair undergoes the engagement process. The oscillating force can cause dynamic excitation to the gearbox system. Since it occurs at the mesh frequency, it contributes to the gear noise response. With double helical gears, this axial force is eliminated.
The tooth finish contributes to the sound generated. Helical gearing that has only been hobbed is louder than a helical gearsets that have been shaved or ground to remove rough tooth-surface finishes that hobbing generates.

Single-stage helical geared motors and drives with helical gearing ensure quiet operation and long life.
Use noise optimized gear geometry to minimize the impact of individual gear engagement impulses
Designing and analyzing gears as a system lets engineers improve and optimize microgeometry for the reduction of gear noise.
Pitch: A gear system with normal pitch of the driving gear a very small amount larger than the normal pitch of the driven gear delivers more silent transmission. Minimum noise requires a contact ratio smaller than 2 or 1. Even under a slight load, the influence of torsional stiffness is important.
Contact ratio: The gear contact ratio is the average number of teeth in contact. It usually varies between 1.2 on the low end to 1.8. Spur and straight bevel gears with operating contact ratios under 2.0 create more noise than gears with larger contact ratios. Helical and spiral bevel gears have total contact ratios well above 2.0 and produce less noise.
A smooth, quiet and higher speed gearset may have more teeth, finer diametrical pitch, lower angle pressure, and a higher contact ratio. Changing one of them can change many of the other design elements. Optimizing the entry and exit points of gears reduce vibration, noise, sliding friction and heat generation. All gear designs are a compromise to reach the target results.
It’s clear then why quiet gearing must be very precisely manufactured. High-quality gearing guarantees quiet operation. With high precision manufacturing, gear noise can be cut from an average level of 82 dB to 77 dB measured 300 mm away from the pitch point.
Torsional modes may be excited by low order harmonics of shaft rotation; the magnitude of excitation is directly related to gear machining errors.
No matter the design, make the normal pitch difference as small as possible. The profile form error should be as close to the theoretical involute as possible. The key is in the finishing method after hardening to ensure final accuracy.
Also keep in mind that it’s impossible to eliminate all gear noise, because it’s impossible to cut perfect gears. Even if one could, it’s impossible to limit the effect of system dynamics. One can only minimize and control gear noise to the extent that it won’t be considered problematic or audible.
Minimize gear noise in high-speed stages by fine machining and grinding. Gearmotor rotation speed plays a significant role in noise generation. There’s very little difference between a hobbed-only gearset rotating at 30 rpm versus a ground-finished gearset. But at higher gearset speeds they exhibit a more noticeable sound difference. During gear manufacturing, hobbing is a roughing operation that produces smooth and accurate gear teeth. Shaving and hardening are finishing operations improving dimensional accuracy, surface finish, and hardness. Shaving removes small amounts of material to correct profile errors. Final grinding operations produce a high surface finish, correcting any distortion following heat treatment. Precision ground gearing provides for low noise and extended life.
Quiet operation requires minimal gear backlash. Backlash is clearance between mating gear teeth and should be enough to allow lubrication film between the teeth. The easiest way to reduce backlash is to shorten the distance between gear centers with low or even zero clearance. Such an approach lessens variations in center distance, tooth dimensions, and bearing eccentricities.
Variables such as manufacturing errors, mounting tolerances, and bearing play often increase backlash in a gearmotor. Precision gearmotors minimize such imperfections by incorporating close-tolerance parts. Typically, they combine hardened precision gears, quality bearings and machined housings with close tolerances.
To minimize noise, all gearbox components should be optimally tuned to each other. Three types of gear tooth transmission errors are spacing errors, random errors, and elastic deformations, which combine with mean profile deviations. Gear resonance can be reduced by identifying excitation mechanisms; using finite element analysis to determine the natural frequencies of individual gears; eliminating torsional modes from operating range; detuning and damping helical and bevel gears; and identifying remaining resonant problems with other elements of the gearmotor such as housings and accessories.
Vibration is generated at the gear mesh because of time-varying mesh stiffness, manufacturing errors and assembling errors. This vibration is transmitted to the housing through shafts and bearings. The radiated noise is induced from the vibration of the housing. Because geabox vibration and noise significantly degrade performance of gear transmission, the prediction and control of gearbox vibration are paramount to design output-motion reliability as well.
Simulate the radiated noise of a gearbox using software that uses the finite element method (FEM) and boundary element method (BEM). Such software helps identify the assembly’s mode order and which housing sides make the maximum acoustic contributions. Here, one solution for especially noisy portions of the housing is to add ribbing to reduce the radiated noise.

Traction drive systems as the one here from ABM DRIVES INC. can be configured as bevel gearboxes, helical gearboxes, or hub wheel drives and offer high efficiencies and quietness.
Reduce natural resonance by optimizing housing designs with ribbing and non-symmetrical components — especially on parallel-shaft gearbox types. Motor housing and gearbox covers should be single die-cast components to eliminate the tolerances on motor-gearbox interfaces (a common problem area for noise and vibrations). They should harmonize ideally with each other.
Depending on housing design, parting lines can fall on the top or bottom and be stepped or angled. For silencing, trimmed and precisely machined aluminum die-cast housings additionally reduce noise emissions. Tight-fitting housing covers and flanges prevent distortions that can amplify noise. Aluminum housings absorb harmonics and other vibrations better than cast iron.
Even a 10% increase in wall thickness can boost stiffness by 33% or so. But adding ribs, corrugations, and curves to die-cast housings keeps material costs low while maintaining rigid strength and durability — even in assemblies with thinner housing walls.
Effective rib arrangement positions are in arcs on the panels with large acoustic contributions. The ribs are effective when placed along the lines from the effected location to the nearest fixed points of the housing. Arranging ribs on the housing surface is one of the main techniques to stiffen the gearmotor housing.
Next to metal selection, maintaining uniform wall thickness is critical. Wall thickness is a balance between strength and weight. Wall thicknesses dictate the consistent flow and thermal properties during the die casting process.
Size, geometry and wall thickness requirements have an impact on tolerance. Thicker walls produce larger shrink rates depending on the material. Generally speaking tight tolerance parts for die-casting is + /- 0.002 inches. Many factors are put into play such as materials, part complexity, tooling and the die casting process.

Compact parallel-shaft motor and drive designs are excellent for small spaces and quiet-running requirements.
Excitation from the motor’s electromagnetic field can transfer to the rotor, so look for motor rotors that are sturdy and robust. Stator magnetic forces vibrate the rotor as any ring when struck. The stator vibrates in one or more of its flexural modes; models represent the core as a beam supported on both ends and flexing due in response to applied forces.
Analysis demonstrates that vibration arises from electrical imbalance or mechanical unbalance (in the motor, coupling, driven equipment); mechanical effects (in the form of looseness, rubbing, and imbalanced bearings); external effects (in the base or driven equipment or from misalignment); and excitation of critical resonance speeds. Tip: During analysis, list all possible causes for the frequencies under examination. Then eliminate the causes one by one until all that remains is the true source of the problem.
Key to quiet operation is high-quality rotor balancing. All types of rotating machinery need balancing at operating speed. Rotor balance involves the entire structure — shaft, rotor laminations, end heads, rotor bars, end connectors, retaining rings, and fans. Only careful control of the design and manufacture of these motion components ensures stable and precise motor balance.

Two and three-stage helical motors and drives from ABM DRIVES INC. are quiet, durable, and offer high efficiency for low energy consumption.
If the motor’s operating speed coincides with the housing resonant frequency, amplification will occur. The only option is to change the resonant frequency of the housing — usually by changing the stiffness or weight of gearset, housing, or motor.
When choosing manufacturing partners during a machine build, remember that there are two methods for choosing a gearmotor. One is selecting a pre-engineered unit and the other is choosing a gearbox-motor combination and integrating them into the equipment.
Pre-engineered gear solutions are suitable if a design engineer doesn’t have the time or engineering resources to build a gearmotor in-house — or if the design needs a quick setup. New modular approaches to support OEMs (and enable new machine tools, automation, and design software) now let engineers get reasonably priced gearmotors even in modest volumes.
It’s true that one benefit to selecting a separate motor and gearbox and then combining them can less expensive than choosing a pre-engineered gearmotor. Another benefit to this approach is that one may be able to design the most optimized gearmotor for the application at hand … because this approach also gives the design engineer the most control over the final configuration and cost.
No matter the approach to gearmotor selection, be sure to continually improve the design by comparing predictions of noise with measurements of noise by using spectrum analysis. Then use the result of the analysis to improve next gearmotor iteration.
About the author
Gabriel Venzin is President of ABM DRIVES INC., ABM Greiffenberger U.S. Subsidiary, Loveland, Ohio. Call Gabriel at +1-513-576-1300 or email gabriel.venzinabm-drivescom.
- Motors
- Gearboxes
- Inverters